
Рисунок 11.1 – Портальний робот зі своєю модифікацією
11.4 Завантажувальний пристрій промислового роботу СМ40Ф2.80.01
Завантажувальні пристрої (ЗП) промислових роботів служать для захоплення та утримання в певному положенні об’єктів маніпулювання. Ці об'єкти можуть мати різні розміри, форму, масу та володіти різноманітними фізичними властивостями, тому ЗП відносять до числа змінних елементів ПР.
ЗП розділяються на схоплючі, підтримуючі, утримуючі. Вони свою чергу підрозділяються на механічні, з еластичними камерами, вакуумні, магнітні та ін. В конструкціях механічних ЗП широке застосування знайшли рейкові передачі. Вони на відмінну від важільних мають менші габаритні розміри, але не дають виграшу у зусиллі затискання об'єкта. На рисунку. 11.2 зображені деякі конструкції рейкових широкодіапазонних ЗП для деталей типу тіл обертання.
На рисунку 11.2 а показано однопозиційне ЗП, призначене для гладких і ступінчастих валів. Профіль губок забезпечує центрування валів в широкому діапазоні розмірів. Дві пари поворотних губок 1 вільно сидять на осях 7. На губках закріплені зубчасті сектори 8, що входять попарно в зачеплення з рейками 3, які пов'язані важелями 4, що утворюють шарнірний паралелограм. Важелі 4 шарнірно пов'язані з тягою 2 приводу. Така конструкція забезпечує незалежну роботу кожної пари губок, що необхідно для захоплення і центрування ступінчастих валів. Ділянки 5 профілю губок мають меншу товщину в порівнянні з товщиною ділянок 6. Це забезпечує підхоплення та центрування деталей, розташованих з кутовим зміщенням, а також гарантує центрування ступінчастої деталі.
На рисунку 11.2 б показано двопозиційне центрувальні широкодіапазонний ЗП для валів, що скорочують цикл встановлення - зняття заготовок і оброблених деталей. ЗП із заготівлею 11, затиснутий губками 10, зімкнутими під дією пружини 8, переноситься на лінію центрів верстата. При цьому губки ЗП на позиції 11 під дією штовхача 3, що має привід 4, розкриті (пружина 8 на позиції 11 стиснено). При переміщенні штовхачі вгору пружина розмикається, приводячи в дію важелі 1 і рейки 9, внаслідок чого губки позиції 11 стискуються, захоплюючи оброблену деталь. Після вивільнення деталі з патрона (центрів) верстата обертанням шпинделя 5 через конічну шестірню 6 і зубчастий сектор 2 корпус 7 з губками повертається навколо осі 12 так, що позиція 1 займає положення позиції 11, і заготівля 11 може бути встановлена в патрон або центру верстата.
На рис. 11.2 в,г показані двупальцеві центрувальні широкодіапазонні ЗП, принцип дії яких аналогічний описаного вище. Пристрій на рисунку 11.2 г відрізняється тим, що одна з його губок укорочена, чим забезпечується компактність конструкції та досягаються менші зазори між деталями, лежачими в орієнтувальних тарах. Однак для таких конструкцій потрібно більш точне суміщення осей симетрії ЗП і деталі перед її затискачем.
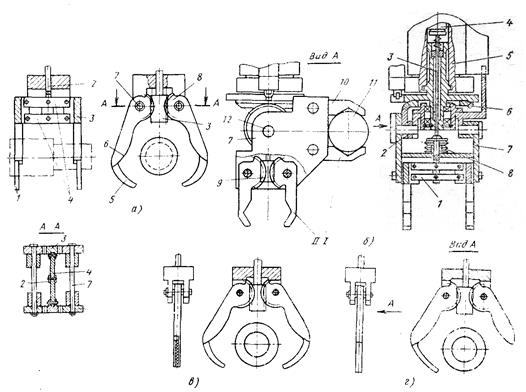
Рисунок 11.2 - Широкодіапазонні центрувальні ЗП з рейковими передатними механізмами для деталей типу тіл обертання
Для нас найбільш підходящим є однопозиційне ЗП рисунок 11.2 а.
11.5 Розрахунок захватного пристрою
Розрахунок механічних ЗП включає в себе находження сил, діючих у місцях контакту заготівлі та губок; визначення зусиль приводу; утримуючий момент.
Сили, діючі у місцях контакту ЗП з об'єктами маніпулювання знаходимо за наступною формулою:
 , (11.1)
, (11.1)
де I,j=1,2,i≠j
Q – розрахункове навантаження, що дорівнює 44.47 Н;
l – розмір захоплення, що дорівнює 40мм;
c – відстань від точки положення загрузки до губки захоплення, що розглядається, що дорівнює 10мм;
Rn – реакція на n-ую губку захоплення, знаходиться як
 , (11.2)
, (11.2)
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.