Гидравлические приводы подач
Цель: Ознакомить студентов с гидравлическими приводами подач шлифовальных станков.
План:
1. Общие сведения.
2. Гидравлический привод шлифовальных станков.
Л1 с. 81-96
1. Под приводами подач в станках понимают приводы, которые| используют для перемещения| рабочих органов (узлов), что осуществляют при обработке заготовки|заготовки| движение подачи. В зависимости вот характера|вдачі| обработки и компоновки|компонування| станка . движение подачи может выполняться узлами, заготовку| (например, в круглошліфувальних|, шлицешліфувальних| и плоскошліфувальних станках), что несут, или режущий инструмент| (например, во внутришлифовальных, хонінговальних|, агрегатных| и токарных станках).
В багатоінструментальних| свердлувально-фрезерно-розточувальних станках| движение подачи вдоль|вздовж| одних координатных осей выполняют| узлы, которые несут заготовку|заготовку|, а вдоль|вздовж| вторых — узлы, несущие| инструмент. Эти отличия в конструктивных схемах станков| вместе с особенностями процессов резания при разных видах обработки, большим диапазоном размеров заготовок и другие факторы|фактори| отображают|відбивають| в технических требованиях к привода| подачи.
Основными из|із| их есть|з"являються|: диапазоны рабочих нагрузок и регулирование скорости подачи|, требование к постоянности|незмінності| установленной|установленої| подачи при изменении нагрузок, величина перемещения|, скорость быстрых перемещений узлов. На каждый привод подач составляют дополнительные требования, которые отображают |особенности данного станка, но|та| перечисленные основные требования являются|з"являються| общими|спільними| для всех групп станков.
На выбор принципиальной схемы гидравлического привода влияют характер|вдача| изменения нагрузок и полезная мощность при обработке заготовки|заготовки|, т.е. произведение|добуток| величин нагрузки на скорости перемещения. Поэтому гидроприводы подач разделяют| на две группы: приводы для станков, в|біля| которых усилие подач| изменяются немного и их можно принимать постоянными|, и приводы для станков со|із| сменными усилиями подач.
К первой группе относят приводы подач шлифовальных, заточных|, діамантово-расточных, к второй — агрегатных, токарных, фрезерных, хонінговальних| и вторых станков.
2. Гидравлический привод получил|одержував| широкое применение| в шлифовальных станках разных типов для привода| столов, пристроил|устроїв| правки|виправлення| круга|кола|, механизмов поперечных подач и разных вспомогательных механизмов.
.
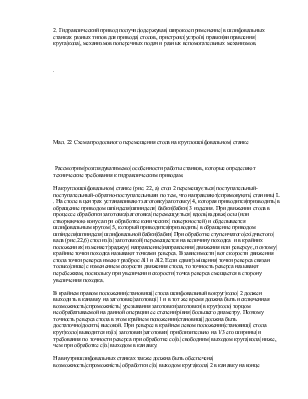
Мал. 22 Схема продольного перемещения стола на круглошліфовальном| станке
Рассмотрим|розглядуватимемо| особенности работы станков, которые определяют технические требования к гидравлическим приводам.
На круглошліфовальном| станке (рис. 22, а) стол 2 перемещується| поступательный- поступательный-обратно-поступательныяи по тем, что направляют|спрямовують| станины| L . На столе в центрах устанавливают заготовку|заготовку| 4, которая приводится|призводить| в обращение приводом шпінделя|шпинделя| бабки|бабки| 3 изделия. При движении стола в процессе обработки заготовка|заготовка| перемещується| вдоль|вздовж| осы (или створюючою конуса при обработке конических| поверхностей) и обделывается шлифовальным кругом| 5, который приводится|призводить| в обращение приводом шпінделя|шпинделя| шлифовальной бабки|бабки| При обработке ступенчатого|східчастого| вала (рис.22,6) стол из|із| заготовкой| перемещается на величину походка и в крайних положениях| изменяет|зраджує| направление|направлення| движения или реверсує, поэтому| крайние точки походка называют точками реверса. В зависимости| вот скорости движения стола точки реверса имеют разброс Δl1 и Δl2. Если сдвиг|зміщення| точки реверса связан только|лише| с изменением скорости движения стола, то точность реверса называют перебежкам, поскольку при увеличении скорости| точка реверса смещается в сторону увеличения походка.
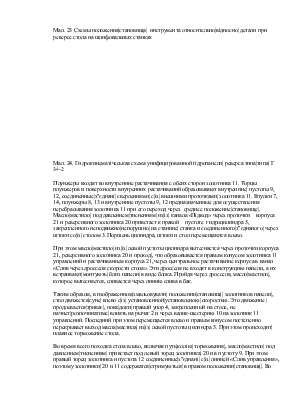
В крайнем правом положении|становищі| стола шлифовальный вокруг|коло| 2 должен выходить в канавку на заготовке|заготовці| 1 и в тот же время должна быть исключенная возможность|спроможність| урезывания заготовки|заготовки| в круг|коло| торцом необрабатываемой на данной операции ее степени|рівня| большего диаметру. Поэтому точность реверса стола в этом крайнем положении|становищі| должна быть достаточно|досить| высокой. При реверсе в крайнем левом положении|становищі| стола круг|коло| выводится из|із| заготовки|заготовки| приблизительно на 1/3 его ширины| и требования по точности реверса при обработке со|із| свободним| выходом круга|кола| ниже, чем при обработке с|із| выходом в канавку.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.