Повторим ту же последовательность команд. Отличительные особенности:
Ø Используем новые обозначения элементов – буквенный идентификатор в имени остается таким же, а цифровой идентификатор увеличивается на единицу – имена будут PLA(2), AXI(2) и CIR(2)
Ø В командах всегда ставим “Стирать точки” на “Нет” – означает что в следующий раз при выполнением этой команды по программе машина автоматически будет измерять те точки, которые мы измерим при составлении программы
Ø Ставим необходимое количество точек типа CLP (точек позиционирования) чтобы избежать столкновения щупа с деталью, а также большее количество точек PRB – по возможности распределяя их равномерно по всей поверхности элементов
Ø При построении системы координат используем также новое обозначение для координатной системы - CSY(2). В аргументах команды для построения системы координат конечно будут имена новых элементов PLA(2), AXI(2) и CIR(2).
Контролируем опять правильно ли построена координатная система и можем переходить к собственно измерению элементов детали для контроля их соответствия чертежу. На этом этапе листинг программы имеет следующий вид:
! Manual Coordinate System
MEPLA (NAM=PLA(1), CSY=REFR$CSY, MOD=NOE, DEL=Y)
MEAXI (NAM=AXI(1), CSY=REFR$CSY, MOD=NOE, DEL=Y)
MECIR (NAM=CIR(1), CSY=REFR$CSY, INO=I, MOD=NOE, DEL=Y)
BLDCSY (NAM=CSY(1), SPA=PLA(1), SDR=+Z, PLA=AXI(1), PDR=+X, XZE=CIR(1), YZE=CIR(1), ZZE=PLA(1))
! CNC Coordinate System
MEPLA (NAM=PLA(2), CSY=REFR$CSY, MOD=NOE, DEL=N)
MEAXI (NAM=AXI(2), CSY=REFR$CSY, MOD=NOE, DEL=N)
MECIR (NAM=CIR(2), CSY=REFR$CSY, INO=I, MOD=NOE, DEL=N)
BLDCSY (NAM=CSY(2), SPA=PLA(2), SDR=+Z, PLA=AXI(2), PDR=+X, XZE=CIR(2), YZE=CIR(2), ZZE=PLA(2))
После этого в нашей LDB (в локальной базе данных) в разделе “Elements” (Элементы) существуют PLA(1), PLA(2), CIR(1), CIR(2), AXI(1), AXI(2), а в разделе “Coordinate systems” (Координатные системы) - CSY(1), CSY(2).
11. Измерение элементов по сгенерированным теоретическим точкам
В предыдущих разделах было описано, как при составлении измерительной программы создавать команду измерения геометрического элемента методом “обучения по первому циклу”, т.е. вначале измерить вручную точки на данном элементе, а затем машина будет автоматически по программе повторять измерение этих точек.
Существует другой путь для программного задания измеряемых точек. В QUINDOS команды генерации точек, которые автоматически создают точки для измерения по параметрам номинального элемента.
При выполнении такой команды мы создаем элемент (по теоретическим данным, не измеряя точек), при этом одновременно будет сгенерировано заданное количество номинальных точек на поверхности элемента (для последующего измерения из машиной).
После этого мы можем использовать обычную команду для измерения этого элемента (например, MECIR для окружности), вставив в поле “Имя элемента” имя сгенерированного элемента и машина измерит его, использовав сгенерированные номинальные точки.
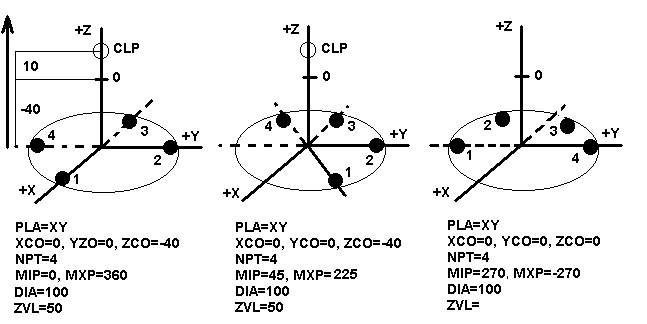
Ø Наиболее важные параметры:
· Имя элемента NAM
· Имя координатной системы для измерения элемента CSY
· Координатная плоскость (плоскость проекции) окружности PLA
· Координаты центра XCO, YCO, ZCO
· Угол начала и конца генерирования (при генерировании дуги окружности) MIP, MXP
· Расстояние для точек (CLP) подвода и отвода щупа ZVL
· Диаметр окружности DIA
· Внешная/внутреннея окружность INO
· Число точек для генерирования NPT
· Диаметр щупа PDI
На первой схеме показано измерение отверстия (внутренняя окружность) на глубине 40 мм от нуля по Z (где находится например поверхность), с точками подвода и отвода щупа на высоте 10 мм от нуля по Z. На второй схеме показано измерение дуги окружности.
На третьей схеме показано опять измерение дуги окружности в направлении по часовой стрелке (и без использования точек подвода / отвода).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.