





Тема 9. Принципы организационно-технологического проектирования ГПС
9.1. ГПС как объект организационно-технологического проектирования
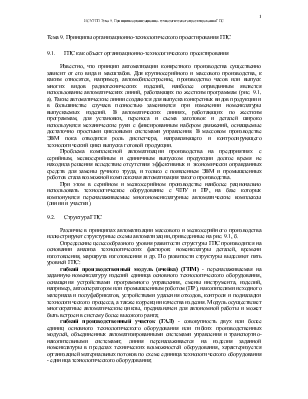
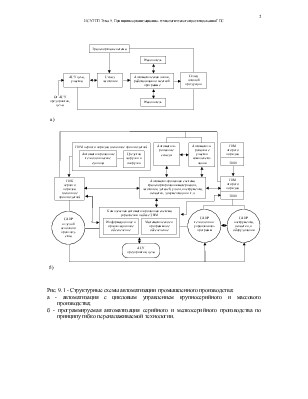
Известно, что принцип автоматизации конкретного производства существенно зависит от его вида и масштабов. Для крупносерийного и массового производства, к каким относятся, например, автомобилестроение, производство часов или выпуск многих видов радиотехнических изделий, наиболее оправданным является использование автоматических линий, работающих по жестким программам (рис. 9.1, а). Такие автоматические линии создаются для выпуска конкретных видов продукции и в большинстве случаев полностью заменяются при изменении номенклатуры выпускаемых изделий. В автоматических линиях, работающих по жестким программам, для установки, переноса и съема заготовок и деталей широко используются механические руки с фиксированным набором движений, оснащаемые достаточно простыми цикловыми системами управления. В массовом производстве ЭВМ пока отводится роль диспетчера, направляющего и контролирующего технологический цикл выпуска готовой продукции.
Проблема комплексной автоматизации производства на предприятиях с серийным, мелкосерийным и единичным выпуском продукции долгое время не находила решения вследствие отсутствия эффективных и экономически оправданных средств для замены ручного труда, и только с появлением ЭВМ и промышленных роботов стала возможной комплексная автоматизация такого производства.
При этом в серийном и мелкосерийном производстве наиболее рационально использовать технологическое оборудование с ЧПУ и ПР, на базе которых компонуются переналаживаемые многономенклатурные автоматические комплексы (линии и участки).
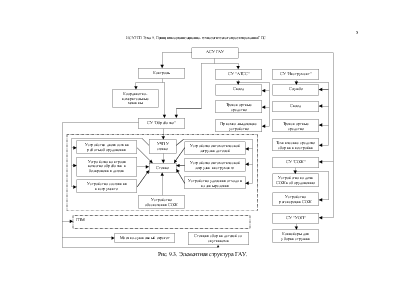
9.2. Структура ГПС
Различие в принципах автоматизации массового и мелкосерийного производства иллюстрируют структурные схемы автоматизации, приведенные на рис. 9.1, б.
Определение целесообразного уровня развитости структуры ГПС производится на основании анализа технологических факторов: номенклатуры деталей, времени изготовления, маршрута изготовления и др. По развитости структуры выделяют пять уровней ГПС:
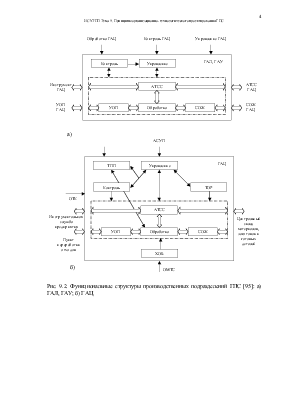
гибкий производственный модуль (ячейка) (ГПМ) - переналаживаемая на заданную номенклатуру изделий единица основного технологического оборудования, оснащения устройствами программного управления, смены инструмента, изделий, например, автооператором или промышленным роботом (ПР), накопителями исходного материала и полуфабрикатов, устройствами удаления отходов, контроля и подналадки технологического процесса, а также коррекции качества изделия. Модуль осуществляет многократные автоматические циклы, предназначен для автономной работы и может быть встроен в систему более высокого ранга;
гибкий производственный участок (ГАЛ) - совокупность двух или более единиц основного технологического оборудования или гибких производственных модулей, объединенных автоматизированными системами управления и транспортно-накопительными системами; линия переналаживается на изделия заданной номенклатуры в пределах технических возможностей оборудования, характеризуется организацией материальных потоков по схеме единица технологического оборудования - единица технологического оборудования;
Рис. 9.1 - Структурные схемы автоматизации промышленного производства:
а - автоматизация с цикловым управлением крупносерийного и массового производства; б - программируемая автоматизация серийного и мелкосерийного производства по принципу гибко переналаживаемой технологии.
гибкий производственный участок (ГАУ) - то же, что и ГАЛ, но материальный поток участка организован независимо по каждой единице технологического оборудования;
гибкий производственный цех (ГАЦ) - комплекс ГАУ, ГАЛ, ГПМ, предназначенный для последовательного выполнения технологического процесса; переналаживается на изготовление изделий заданной номенклатуры;
гибкий переналаживаемый завод (ГАЗ) - это комплекс ГАЦ, ГАУ, ГАЛ, ГПМ, например литейных, кузнечно-прессовых, металлорежущих, термических, моечных, сушильных, контрольных, сборочных, консервационных, упаковочных и других типов основного оборудования, переналаживаемый на выполнение технологического процесса изготовления различных изделий.
В ГПС допускается несколько уровней механизации и автоматизации, а именно: нулевой - используется основное технологическое оборудование с ЧПУ, объединенное в участки и управляемое рабочими в режиме многостаночного обслуживания; первый - управление ходом производства осуществляется с использованием ЭВМ, например, входящих в состав АСУП; второй - для управления используется сеть терминальных устройств (интегрированная АСУП); третий - вводится дистанционное управление транспортно-складским оборудованием; четвертый - для управления транспортно-складским оборудованием и контроля производственных процессов используется ЭВМ с периферийными устройствами; пятый - предполагается преимущественное использование автоматического оборудования контрольных средств с устройствами загрузки-выгрузки объектов изготовления, работа оборудования согласована с комбинированной транспортно-складской системой, рабочие используются только для наладки оборудования и контроля его работы.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.