
36
Наплавка. Режим выполнения этой операции характеризуют следующие параметры:- скорость наплавки;- скорость подачи электродной проволоки;
- шаг наплавки;- диаметр, марка и химический состав электродной проволоки-- состав и расход охлаждающей жидкости;
- амплитуда и частота колебаний электрода;- род и величина тока.
Скорость наплавки Vн рассчитывается по формуле: Vн=0,785d2∙Vп∙η/(h∙S∙a) где h -толщина наплавляемого слоя, мм; S- шаг наплавки (продольная подача суппорта), мм/об.; а – коэффициент учитывающий отклонение фактической площади сечения наплавленного слоя от площади прямоугольника с размером h; η - коэффициент перехода электродного материала в наплавленный метал; равный (0,8-0,9) ;d-диаметр электродной проволоки, мм; Vп - скорость подачи электродной проволоки, м/ч.
 Обычно расчетную скорость
наплавки корректируют по результатам отладки технологического процесса
Обычно расчетную скорость
наплавки корректируют по результатам отладки технологического процесса
Толщина наплавленного слоя во многом зависит от скорости подачи электродной проволоки и ее диаметра
Скорость подачи электродной проволоки рассчитывается по формуле:Vп=4КнJ/(π∙d2∙p)
где J-наплавочный ток. А; Кн —
коэффициент наплавки, равный 810 г/А-ч; р — плотность металла электродной проволоки, г/см3.
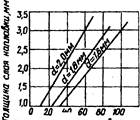
Рис. 3.20. Влияние скорости подачи проволоки на толщину слоя наплавки
Величина скорости подачи проволоки оказывает заметное влияние на качество наплавки. Увеличение ее ведет к возрастанию продолжительности периода короткого, замыкания к перегреву электродной проволоки и переносу нерасплавленного металла в наплавляемый слой.
При недостаточной скорости подачи в наплавленном слое наблюдаются пропуски. Рекомендуемая скорость подачи электродной проволоки 40-100 м/ч
Амплитуда колебания электрода. При обычно принятых режимах наплавки величина амплитуды составляет 1,5-2,5 мм. Для предварительного определения амплитуды можно принимать ее равной 0,75-1,00 диаметра электродной проволоки [25]. ^
Величина амплитуды оказывает заметное влияние на продолжительность периода холостого хода.
Сварочный ток постоянный, обратной полярности. Такая полярность способствует снижению температуры металла подложки детали). Величину тока рекомендуется выбирать по плотности тока из расчета 60-75 МА/м2 при диаметре проволоки до 2 мм и 50-70 МА/м2 при диаметре электродной проволоки более 2 мм
Источник тока должен обеспечивать напряжение в режиме холостого хода Uхх= 10... 12 В при толщине наплавленного слоя до 1 мм и Uхх 15...20 В при толщине более 1 мм. Увеличение напряжения увеличивает длительность периода дугового разряда, в итоге увеличивается количество расплавленного металла.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.