Измерение средствами для контроля диаметра
(двухточечное измерение)
Метод
осуществляется в двух вариантах: путем непрерывного измерения при вращении детали относительно
двухточечного измерительного средства или измерением диаметров по отдельным
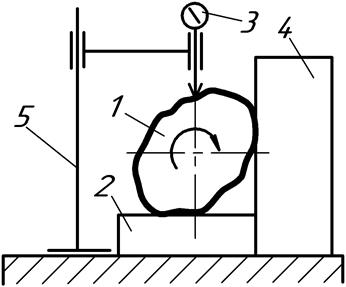
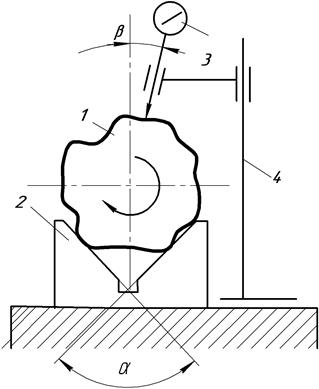
направлениям. Пример реализации метода измерения показан на рис. 2.21. В
процессе измерения деталь поворачивают не менее чем на 180° и фиксируют
разность между наибольшим и наименьшим диаметрами сечения ![]() . Отклонение от круглости
равно
. Отклонение от круглости
равно
![]() .
.
|
Рис. 2.21: 1 – контролируемая деталь; 2 – неподвижная опора; 3 – измерительная головка; 4 – боковой упор; 5 – стойка |
|
|
а
|
б
|
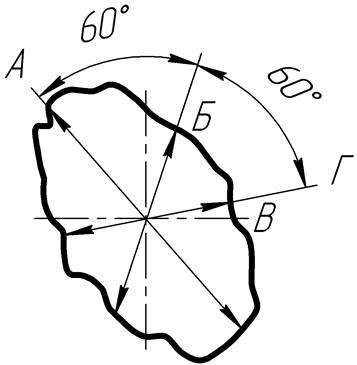
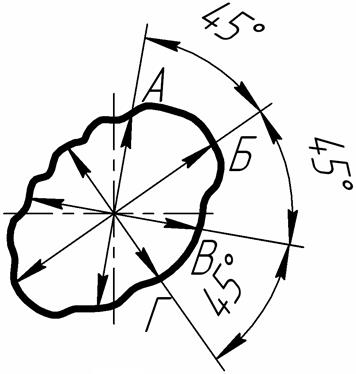
Рис. 2.22. Измерение овальности в трех (а) или четырех (б) направлениях
Возможно
измерение диаметров в отдельных направлениях, равномерно расположенных по
периметру. В случае, когда отклонение от круглости имеет вид овальности,
оптимальными вариантами являются измерения в трех или четырех направлениях (рис.
2.22). Определяется разность между наибольшим и наименьшим значением измеренных диаметров
![]() . Отклонение от круглости равно
. Отклонение от круглости равно ![]() ,где
,где ![]() –
поправочный коэффициент, принимаемый равным:
–
поправочный коэффициент, принимаемый равным: ![]() при измерении в
трех направлениях;
при измерении в
трех направлениях; ![]() при измерении в четырех направлениях;
при измерении в четырех направлениях;
![]() при измерении в шести и более направлениях.
при измерении в шести и более направлениях.
Двухточечными измерениями можно пользоваться только в случаях, когда отклонение от круглости имеет характер овальности или огранки с четным числом граней. Измерение огранки с нечетным числом граней при точечном методе невозможно. Если отклонение от круглости содержит составляющие с нечетным числом неровностей на периметре, то двухточечное измерение должно дополняться трехточечным.
Измерение с применением призмы (трехточечное измерение)
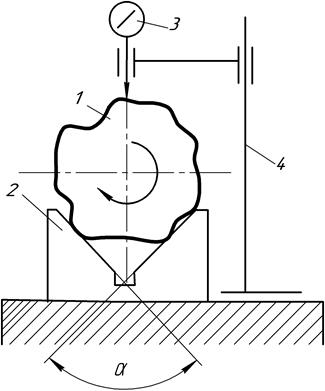
Различают
симметричную схему измерения, когда измерительный наконечник располагается по
биссектрисе угла ![]() призмы (рис. 2.23,а) и несимметричную схему, когда
измерительный наконечник располагается под
углом
призмы (рис. 2.23,а) и несимметричную схему, когда
измерительный наконечник располагается под
углом ![]() к биссектрисе (рис. 2.23,б). Измеряемый
вал устанавливают в призме и вращают.
Определяют наибольшее изменение показаний (
к биссектрисе (рис. 2.23,б). Измеряемый
вал устанавливают в призме и вращают.
Определяют наибольшее изменение показаний (![]() ) головки за один оборот. Отклонение от круглости равно
) головки за один оборот. Отклонение от круглости равно ![]() ,
где
,
где ![]() – поправочный коэффициент, который зависит
от количества неровностей на периметре детали, угла
– поправочный коэффициент, который зависит
от количества неровностей на периметре детали, угла ![]() или комбинации углов
или комбинации углов ![]() и
и ![]() .
Рекомендуемые углы
.
Рекомендуемые углы ![]() и
и ![]() , а
также значения коэффициентов приведены в
табл. 2.5. Трехточечные измерения применимы и для отверстий (схемы измерения приведены на рис. 2.24).
, а
также значения коэффициентов приведены в
табл. 2.5. Трехточечные измерения применимы и для отверстий (схемы измерения приведены на рис. 2.24).
|
а
|
б
|
Рис. 2.23. Измерения отклонений от круглости в призме:
а – симметричная схема; б – несимметричная схема.
1 – контролируемая деталь; 2 – призма;
3 – измерительная головка; 4 – стойка
Таблица 2.5
Значения углов и поправочных коэффициентов для измерения
отклонений от круглости в призмах
|
Число граней (гармоник)
профиля, 1/об |
Симметричная схема измерения |
Несимметричная схема измерения |
|||||
|
|
|
|
|
|
|
|
|
|
2 |
1,38 |
1,00 |
* |
1,58 |
2,38 |
1,41 |
1,64 |
|
3 |
1,38 |
2,00 |
3,00 |
1,00 |
2,00 |
2,00 |
0,88 |
|
4 |
* |
0,41 |
* |
0,42 |
1,01 |
1,41 |
0,96 |
|
5 |
2,24 |
2,00 |
* |
2,00 |
2,00 |
2,00 |
1,73 |
|
6 |
* |
1,0О |
3,00 |
* |
0,42 |
0,73 |
1,08 |
|
7 |
1,38 |
* |
* |
2,00 |
2,00 |
2,00 |
1,73 |
|
8 |
1,38 |
2,41 |
* |
0,42 |
1,01 |
1,41 |
0,79 |
|
9 |
* |
* |
3,00 |
1,00 |
2,00 |
2,00 |
1,35 |
|
10 |
2,24 |
1,00 |
* |
1,58 |
2,38 |
1,41 |
0,79 |
|
11 |
* |
2.00 |
* |
* |
* |
* |
1.73 |
|
12 |
1,38 |
0,41 |
3,00 |
2,00 |
1,01 |
0,73 |
1,08 |
|
13 |
1,38 |
2,00 |
* |
* |
* |
* |
1,73 |
|
14 |
* |
1,00 |
* |
1,58 |
0,42 |
1,41 |
0,96 |
|
15 |
2,24 |
* |
3,00 |
1,00 |
2,00 |
2,00 |
0,88 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.