Измерение с применением поверочной плиты и
измерительной головки
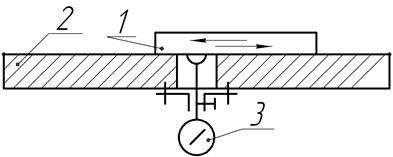
Деталь измеряемой поверхностью устанавливается на поверочной плите (рис. 2.16) и при перемещении относительно ее ощупывается в различных точках измерительной головкой. Наибольшее показание головки, предварительно настроенной на нуль по плоскому образцу, равно отклонению от плоскостности относительно плоскости, проведенной через три выступающие точки поверхности. Метод неприменим при выпуклой или седлообразной форме поверхности.
|
Рис. 2.16: 1 – контролируемая деталь; 2 – поверочная плита; 3 – измерительная головка |
|
Измерение интерференционным методом
На измеряемую поверхность, которая имеет хорошую отражательную способность, накладывается под малым углом плоскопараллельная стеклянная пластина. За счет воздушного клина создается интерференциональная картина. По форме и искривлению интерференционных полос судят о форме поверхности и отклонении от плоскостности.
Контроль поверочной плитой на краску
На поверочную плиту наносят тонкий слой краски, кладут плиту на контролируемую поверхность (детали малых размеров кладут на плиту) и их относительным перемещением растирают краску по поверхности. По величине окрашенной поверхности и распределению пятен контакта на поверхности судят о ее плоскостности. Метод дает только качественную оценку формы.
2.3. Измерения отклонений от круглости
Общие положения. Отклонение от круглости – наибольшее расстояние от точек реального профиля до прилегающей окружности.
Если плоскости измерения отклонений от круглости не даны, то их количество и расположение определяется в соответствии с табл. 2.3.
Таблица 2.3
Рекомендуемое количество плоскостей измерений отклонений от круглости
|
Длина измеряемой цилиндрической поверхности |
Соотношение длины и диаметра |
Количество плоскостей измерения |
|
До 50 |
До 1 1…3 Свыше 3 |
1 2 3 |
|
50…200 |
До 1 1…3 Свыше 3 |
2 3 4 |
|
Свыше 200 |
До 1 1…3 Свыше 3 |
3 4 5 |
Примечание. Расстояние между
плоскостями измерения принимается равным ![]() , a расстояние от края
до первой плоскости измерения –
, a расстояние от края
до первой плоскости измерения – ![]() .
.
Количество плоскостей измерения может быть изменено по сравнению с указанным в табл. 2.3 при условии, если этого достаточно для выявления наибольшего отклонения от круглости. За отклонение от круглости для поверхности принимается наибольшая из величин, измеренных в разных сечениях.
При измерении отклонений от круглости, включая волнистость, на приборах, имеющих электрические частотные фильтры, верхнюю границу пропускания фильтра рекомендуется выбирать в соответствии с табл. 2.4, но не менее 50 колебаний, вызванных неровностями профиля, за оборот. Если техническими требованиями предписывается измерение отклонения от круглости без учета волнистости, то для всех диаметров деталей следует пользоваться фильтром их частот с предельным числом колебаний 15 об-1. Для измерений только волнистости следует пользоваться полосовым фильтром с нижней границей пропускания 15 об-1 и верхней границей в соответствие с табл. 2.4.
Таблица 2.4
Выбор верхней границы пропускания частотных фильтров
при измерении отклонений от круглости
|
Номинальный диаметр измеряемой поверхности |
Рекомендуемое предельное число колебаний фильтра (об-1) при величине допуска круглости, мкм |
|||
|
до 2,5 |
2,5…5 |
5… 10 |
свыше10 |
|
|
До 10 |
150 |
50 |
50 |
50 |
|
10…50 |
500 |
150 |
150 |
50 |
|
50…120 |
1500 |
500 |
500 |
150 |
|
120…250 |
1500 |
1500 |
500 |
500 |
|
250…400 |
1500 |
1500 |
1500 |
1500 |
Оценка отклонений от круглости по результатам измерений производится одним из следующих способов:
- непосредственно по показаниям отсчетного устройства определяется алгебраическая разность между наибольшим и наименьшим показаниями, которая в некоторых методах измерения пересчитывается с учетом поправочного коэффициента; этот способ предполагает предварительное исключение влияния эксцентриситета проверяемого сечения;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.