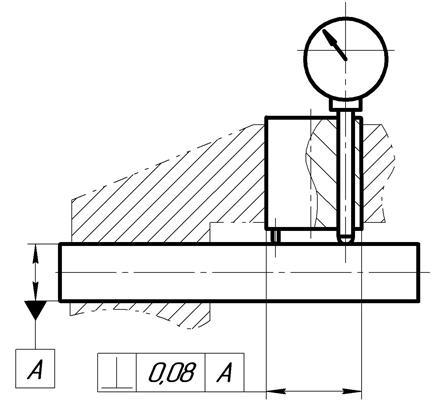
При измерении отклонения от перпендикулярности по схеме, приведенной на рис. 4.25, надо учитывать, на какой длине задано отклонение и передаточное отношение реализуемой схемы измерения. Исходя из заданных размеров и условий чертежа, получим допустимое отклонение годной детали:
 мм.
мм.
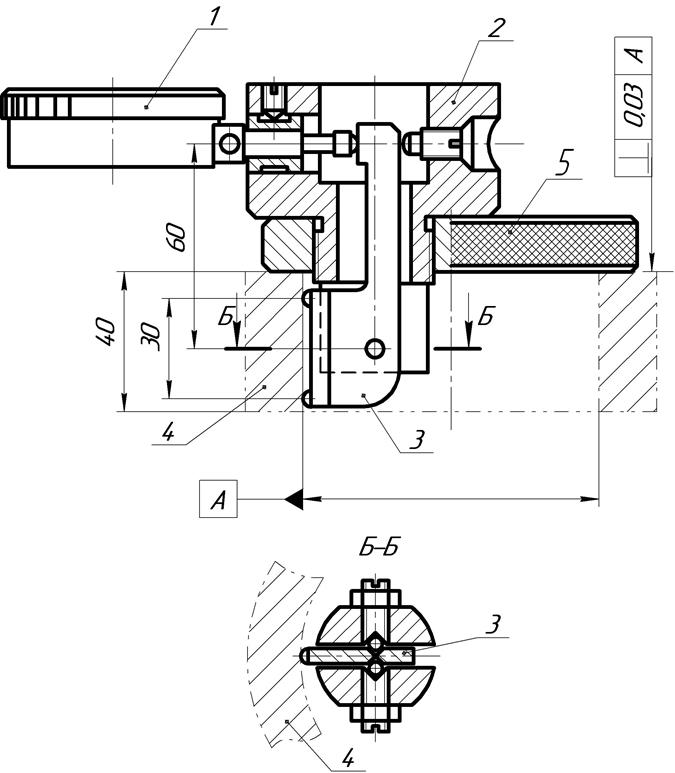
Рис. 4.25. КИП для контроля отклонения от перпендикулярности торца
втулки относительно отверстия: 1 – индикаторная головка; 2 – корпус;
3 – измерительный элемент (рычаг); 4 – контролируемая деталь (втулка);
5 – диск
До начала измерений индикаторная головка настраивается на ноль, используя эталон. При сравнительно больших диаметрах отверстий контролируемых изделий индикаторная головка может располагаться внутри их. Рассмотрим подобный пример для корпусной детали (рис. 4. 26).
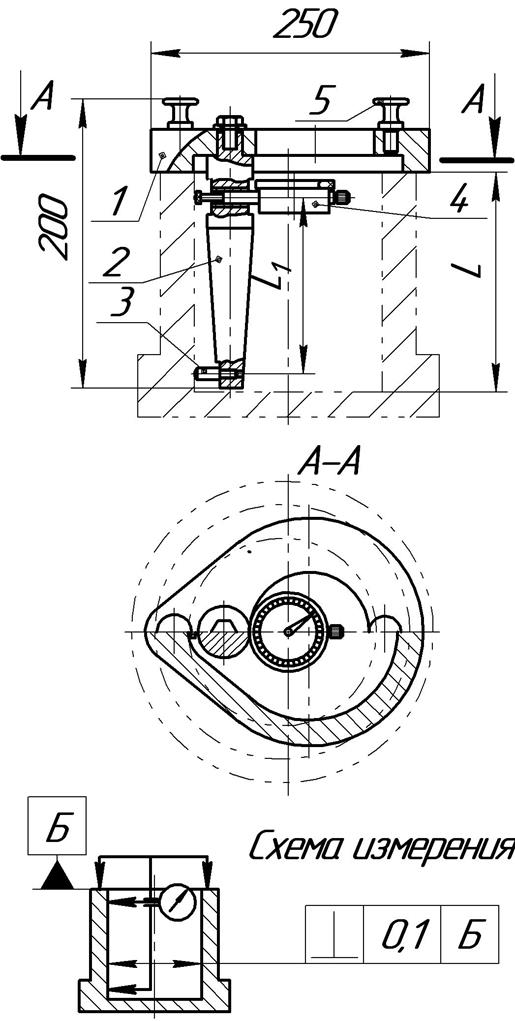
Рис. 4.26. Приспособление для контроля отклонения от перпендикулярности оси отверстия к торцу: 1 – основание; 2 – стойка; 3 – упор;
4 – измерительная головка; 5 – рукоятка
К торцам корпусных деталей крепятся крышки, картеры, через отверстия которых проходят концы валов, крышки с гнездами под подшипники и др. Для точной их установки необходимо обеспечить перпендикулярность этих торцов относительно оси отверстия для подшипников. Как правило, допуск отклонения от перпендикулярности оси отверстия к торцу находится в пределах 0,05…0,10 мм на длине 100 мм.
Основание 1 (рис. 4.26) устанавливают на измеряемом
торце корпуса, таким образом, чтобы стойка 2, жестко закрепленная на основании
и несущая упор 3 и измерительную головку 4, вошла в контролируемое отверстие
корпуса. Для удобства измерений на основание снабжено рукоятками 5.
Измерительный стержень головки 4 расположен на расстоянии ![]() от упора 3. На этой
длине определяется отклонение от перпендикулярности образующей отверстия к
торцу корпуса. Если требования касаются всей длины отверстия, как на схеме
измерения (рис. 4.26), то следует, например, уточнить допуск
перпендикулярности, умножив его значение на величину отношения
от упора 3. На этой
длине определяется отклонение от перпендикулярности образующей отверстия к
торцу корпуса. Если требования касаются всей длины отверстия, как на схеме
измерения (рис. 4.26), то следует, например, уточнить допуск
перпендикулярности, умножив его значение на величину отношения ![]() .
.
При измерениях КИП перемещают до соприкосновения упора 3 и измерительного стержня головки 4 с образующей отверстия так, чтобы стержень располагался перпендикулярно цилиндрической поверхности. Измерения повторяются, поворачивая всякий раз КИП вокруг оси. Максимальное значение из ряда измерений принимают за величину отклонения от перпендикулярности оси отверстия к торцу. Как и в предыдущем случае, измерительная головка 4 должна быть настроена по эталону.
Отклонение от перпендикулярности осей отверстий может быть измерено приспособлением по схеме, приведенной на рис. 4.27.
|
|
Рис. 4.27. Схема КИП для измерения отклонения от перпендикулярности отверстий в корпусной детали |
В контролируемые отверстия вставляют гладкие цилиндрические оправки. Одна из оправок оснащена индикатором часового типа и упором на торце. При использовании однократного измерения необходимо выполнять настройку индикатора на ноль по эталону. Настройку можно исключить, если выполнить измерения дважды, повернув после первого измерения оправку с индикатором на 180°. Результатом измерения в последнем случае будет половина разности показаний индикатора. Как и для приспособлений на рис. 4.24-4.26 для оценки годности изделия необходим пересчет показаний индикатора, принимая во внимание длину контролируемого отверстия и расстояние между наконечником индикатора и упором, а также допуск перпендикулярности.
Значительно повышается точность измерений отклонений
от перпендикулярности при использовании оправок с подпружиненными шариками
(рис. 4.28). Изделие базовым отверстием ![]() одевается
на оправку. В контролируемое отверстие вставляется вторая оправка.
Подпружиненные шарики в обеих оправках обеспечивают прилегание оправок к
образующим отверстий, что позволяет практически исключить влияние зазоров между
оправками и отверстиями на точность измерения. По эталонной детали настраивают
оба индикатора на ноль. При измерениях считываются показания обоих индикаторов,
разность показаний которых дает представление об отклонении от
перпендикулярности. Так как допуск перпендикулярности задан на базовой длине
одевается
на оправку. В контролируемое отверстие вставляется вторая оправка.
Подпружиненные шарики в обеих оправках обеспечивают прилегание оправок к
образующим отверстий, что позволяет практически исключить влияние зазоров между
оправками и отверстиями на точность измерения. По эталонной детали настраивают
оба индикатора на ноль. При измерениях считываются показания обоих индикаторов,
разность показаний которых дает представление об отклонении от
перпендикулярности. Так как допуск перпендикулярности задан на базовой длине ![]() , а измерения выполняются на длине
, а измерения выполняются на длине ![]() ,то следует скорректировать
предельные показания индикатора, соответствующие годным изделиям. Согласно рис.
4.28 показания индикатора завышаются. Поэтому предельно допустимые показания
будут больше на величину отношения
,то следует скорректировать
предельные показания индикатора, соответствующие годным изделиям. Согласно рис.
4.28 показания индикатора завышаются. Поэтому предельно допустимые показания
будут больше на величину отношения ![]() .
.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.