Определяем общий максимальный Zmax и общий минимальный Zmin припуск [3, c. 25]:
![]()
![]()
Расчитаем номинальный припуск по формуле [3, c. 25]:
![]()
где Bзаг – верхнее отклонение заготовки, мкм; Bдет – верхнее отклонение детали, мкм.
Следовательно: ![]()
Производим проверку правильности полученного расчета для каждого перехода по формуле по формуле [3, c. 25]:
![]()
Растачивание тонкое:
![]()
![]() .
.
Растачивание чистовое:
![]() .
.
Зенкерование черновое:
![]()
![]() .
.
Заносим в таблицу 3 найденные выше
значения ![]() для каждого перехода.
для каждого перехода.
Таблица 3
Элементы расчета припусков
|
Технологические
переходы обработки поверхности |
Элементы припуска |
|
|
|
Предельный размер, мкм |
Придельные значения припусков, мкм |
||||
|
Rz, мкм |
Тд, мкм |
ρ, мкм |
Dmax |
Dmin |
Zmax |
Zmin |
||||
|
Заготовка |
200 |
300 |
122 |
- |
22,085 |
0,6 |
22,1 |
21,5 |
- |
- |
|
Зенкерование черновое (11 кв) |
40 |
50 |
13 |
2*1085 |
24,255 |
0,13 |
24,26 |
24,13 |
2,63 |
2,16 |
|
Развертывание черновое (9 кв) |
12 |
20 |
0 |
2*261 |
24,777 |
0,052 |
24,777 |
24,725 |
0,595 |
0,517 |
|
Развертывание чистовое (7 кв) |
6,4 |
8 |
0 |
2*122 |
25,021 |
0,021 |
25,021 |
25 |
0,275 |
0,244 |
Строим графическое расположение полей допусков и припусков (рис. 2).
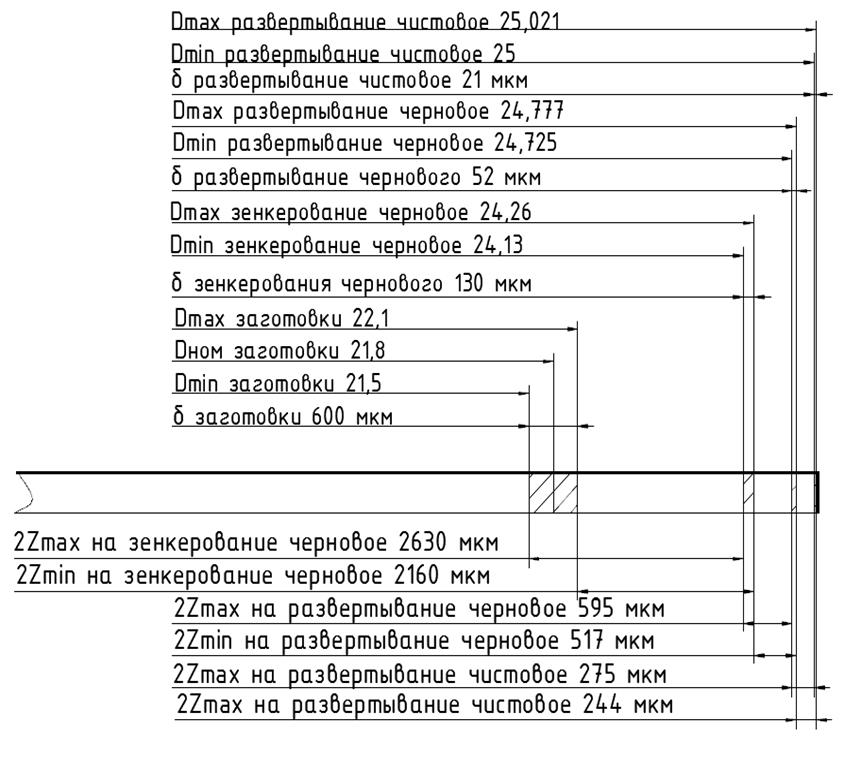 Рисунок 2- Графическое расположение
полей допусков и припусков
Рисунок 2- Графическое расположение
полей допусков и припусков
7 Выбор средств технологического оснащения
7.1 Операция 005
Станочное приспособление: специальное.
7.1.1 Зенкерование черновое ![]() мм.
мм.
Режущий инструмент: зенкер специальный, материал режущей части ВК8.
Измерительный инструмент: калибр-пробка специальная.
7.1.2
Развертывание черновое ![]() мм.
мм.
Режущий инструмент: развертка специальная, материал режущей части Т15К6.
Измерительный инструмент: калибр-пробка специальная.
Вспомогательный инструмент: патрон специальный.
7.1.3
Развертывание чистовое ![]() мм.
мм.
Режущий инструмент: развертка 2363-3473 H7 ГОСТ 1672-80 (рис. 3), материал режущей части Т30К4.
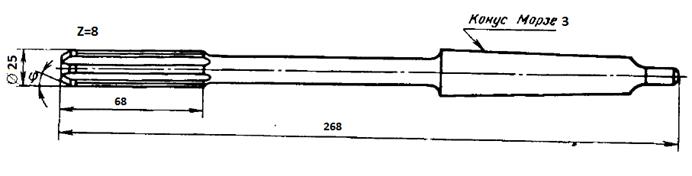
Рисунок 3 – Общий вид развертки
Измерительный инструмент: калибр-пробка 8133-0939 H7 ГОСТ 14810-69.
Вспомогательный инструмент: патрон специальный.
7.1.4 Растачивание черновое ![]() мм.
мм.
Режущий инструмент: резец 2140-0314 ГОСТ 26612-85 (рис. 4), материал режущей части ВК8.
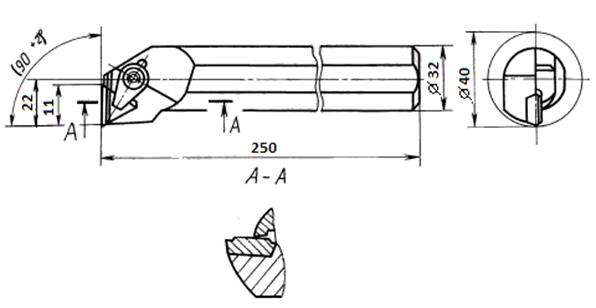
Рисунок 4 – Общий вид резца
Измерительный инструмент: калибр-пробка 8133-0962 Н11 ГОСТ 14816-69.
Вспомогательный инструмент: оправка специальная.
7.1.5 Растачивание чистовое ![]() мм.
мм.
Режущий инструмент: резец 2140-0314 ГОСТ 26612-85 (рис. 5), материал режущей части ВК8.
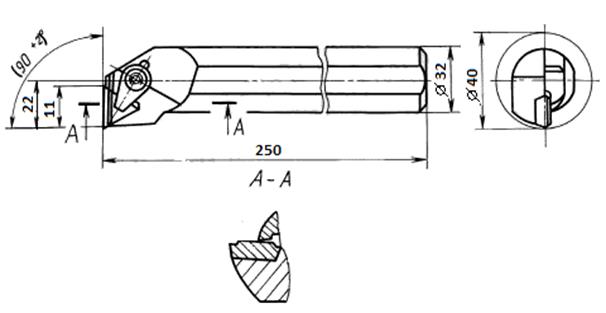
Рисунок 5 – Общий вид резца
Измерительный инструмент: калибр-пробка 8136-0101 H9 ГОСТ 14816-96, калибр-пробка 8136-0001 H9 ГОСТ 14815-96.
Вспомогательный инструмент: оправка специальная.
7.1.6 Растачивание тонкое ![]() мм.
мм.
Режущий инструмент: резец 2140-0314 ГОСТ 26612-85 (рис. 6), материал режущей части ВК2.
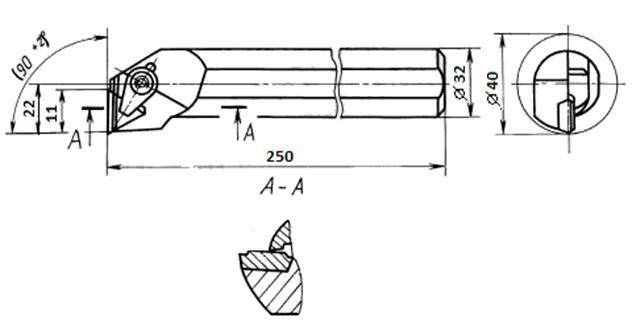
Рисунок 6 – Общий вид резца
Измерительный инструмент: калибр-пробка 8136-0101 H7 ГОСТ 14816-96, калибр-пробка 8136-0001 H7 ГОСТ 14815-96.
Вспомогательный инструмент: оправка специальная.
7.1.7 Фрезерование нижней поверхности с линейным размером 183 мм.
Режущий инструмент: фреза 2214-0007 ВК6 60◦ ГОСТ 24359-80 (рис. 7).
Измерительный инструмент: калибр-скоба 8102-0127 h14 ГОСТ 18356-73.
Вспомогательный инструмент: оправка 6222-0102 ГОСТ 26541-85.
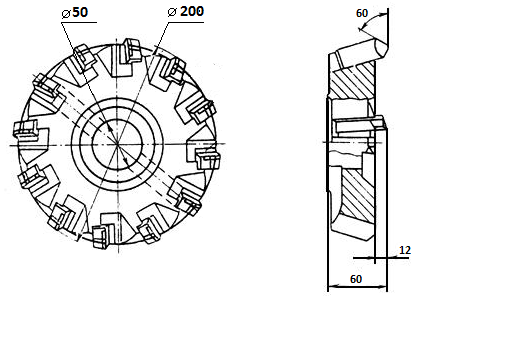
Рисунок 7 – Общий вид фрезы
7.2 Операция 010
7.2.1Точение ![]() мм.
мм.
Режущий инструмент: резец 2103-1107 ВК6 ГОСТ 18879-73 (рис. 8).
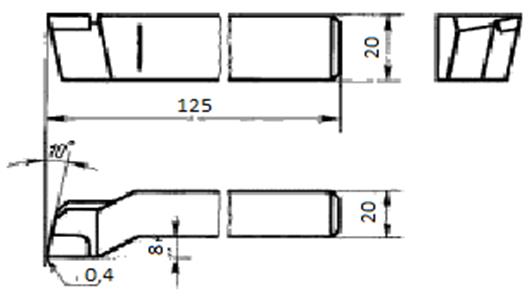
Рисунок 8 - Общий вид резца
Измерительный инструмент: Каблибр-скоба 8113-0127 h14 ГОСТ 18360-93.
7.2.2
Подрезание торца ![]() мм.
мм.
Режущий инструмент: резец 2112-0055 ВК6 ГОСТ 18880-73 (рис. 9).
Измерительный инструмент: Калибр-скоба специальная.
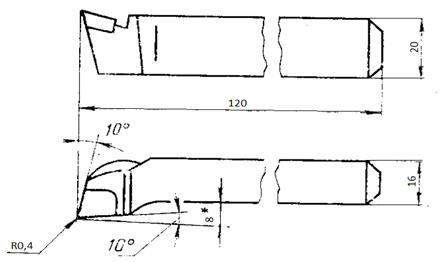
Рисунок 9 - Общий вид резца
7.2.3 Нарезание фаски 3х45◦
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.