|
Наименование характеристики |
Значение характеристики |
|
|
Наибольший диаметр обрабатываемой заготовки, мм |
250 |
|
|
Диаметр зажимного патрона, мм |
250 |
|
|
Наибольшая длина обрабатываемой заготовки, мм |
175 |
|
|
Частота вращения шпинделя, об/мин |
63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250; 1600 |
|
|
Номинальная мощность электродвигателя главного привода, кВт |
13/9 |
|
|
Бесступенчатые подачи, мм/мин |
продольного суппорта |
10-400 |
|
двух поперечных суппортов |
10-200 |
|
|
Габарит полуавтомата, мм |
2570х2500х2200 |
|
6 Аналитический расчет припусков и межоперационных размеров
Ниже приведен расчет припусков и межоперационных
размеров для получения отверстия ![]() .
.
Операции необходимые для получения
отверстия ![]() : сверление (12 кв.), черновое
зенкерование (11 кв.), чистовое растачивание (9 кв.), тонкое растачивание (7
кв.).
: сверление (12 кв.), черновое
зенкерование (11 кв.), чистовое растачивание (9 кв.), тонкое растачивание (7
кв.).
Схема установки при обработке (рисунок 1) – две призмы, одна из которых регулируемая, и нижняя установочная плоскость.
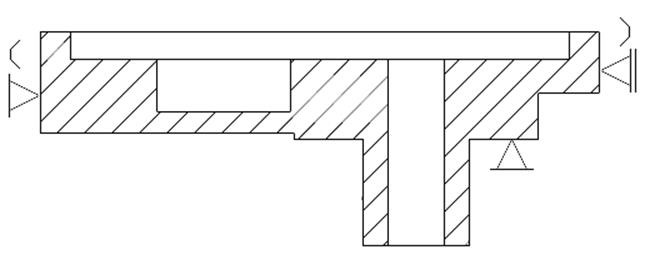
Рисунок 1 – Схема установки при обработке отверстия ![]()
По данным работы [1, c. 166, табл. П2.2] записываем в табл. 3 соответствующие каждому технологическому переходу значения элементов припуска.
Определяем погрешность формы ![]() ,
которая в случае отверстия, полученного при отливании, имеет вид:
,
которая в случае отверстия, полученного при отливании, имеет вид:
![]()
где ![]() удельная погрешность формы
заготовки, мкм/мм;
удельная погрешность формы
заготовки, мкм/мм; ![]() длина отверстия (61 мм);
длина отверстия (61 мм); ![]() смещение оси отверстия при
сверлении, мкм.
смещение оси отверстия при
сверлении, мкм.
По
данным работы [1, с. 165, табл. П2.1] ![]() = 2 мкм/мм.
= 2 мкм/мм.
Следовательно, погрешность формы равна:
![]()
Для последующих операций погрешность формы определяют через коэффициент уточнения Kу по формуле [1, c. 67]:
![]()
где ![]() номер выполняемого перехода.
номер выполняемого перехода.
По данным работы [2, c. 73] находим значения Ky: для чернового зенкерования – 0,07; для чистового и тонкого растачивания – 0,005.
Следовательно, погрешность формы для различных операций равна:
· для
чернового зенкерования: ![]()
· для
чистового растачивания:
![]() .
.
· для
чистового растачивания: ![]() .
.
Рассчитаем погрешность установки заготовки. Погрешность установки в общем случае определяется по формуле:
где ![]() - погрешность базирования, мкм;
- погрешность базирования, мкм; ![]() - погрешность закрепления, мкм.
- погрешность закрепления, мкм.
Погрешность базирования определяется в зависимости от выбранной схемы установки, в данном случае имеет вид:
где Т – допуск
на поверхность, соприкасающуюся с опорной призмой, мкм; ![]() угол наклона рабочих поверхностей
призмы, град.
угол наклона рабочих поверхностей
призмы, град.
Допуск на поверхность, соприкасающуюся с опорной призмой – 600 мкм; угол наклона рабочих поверхностей призмы – 90 градусов.
Следовательно:
Погрешность закрепления находим по данным таблицы [1, c. 179, табл. П5.1] для каждого перехода:
· для
чернового зенкерования: ![]()
· для
чернового развертывания: ![]()
· для
чистового развертывания: ![]()
Тогда погрешность установки при черновом зенкеровании:
![]()
Погрешность установки на последующих операциях определяются через коэффициент уточнения погрешности базирования:
· при
черновом развертывании: ![]()
· при
чистовом развертывании: ![]()
Рассчитываем значение расчетных
припусков ![]() по формуле [3, c.18]:
по формуле [3, c.18]:

где ![]() величина дефектного слоя, мкм; Rz
– высота неровностей поверхностного слоя, мкм.
величина дефектного слоя, мкм; Rz
– высота неровностей поверхностного слоя, мкм.
Для чернового зенкерования:

Для чистового растачивания:

Для тонкого растачивания:
Рассчитываем расчетный размер ![]() , путем вычитания расчетного
минимального припуска каждого технологического перехода, начиная с конечного
размера[3, c. 23]:
, путем вычитания расчетного
минимального припуска каждого технологического перехода, начиная с конечного
размера[3, c. 23]:
![]()
![]()
Находим наибольший предельный
размер ![]() . Он представляет собой округленный
расчетный размер. Округление производится по следующему правилу: округление
идет в сторону увеличения до того знака, до которого дан допуск [3, c.
23]:
. Он представляет собой округленный
расчетный размер. Округление производится по следующему правилу: округление
идет в сторону увеличения до того знака, до которого дан допуск [3, c.
23]:
![]()
![]()
![]()
![]()
Находим минимальный предельный
размер ![]() по формуле [3, c.
24]:
по формуле [3, c.
24]:
![]()
![]()
![]()
![]()
![]()
Определяем максимальный припуск Zmax по формуле [3, c. 24]:
![]()
![]()
![]()
Определяем минимальный припуск Zmin по формуле [3, c. 24]:
![]()
![]()
![]()
![]()
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.