В качестве режущего инструмента используем подрезной торцовый резец по ГОСТ 18880 – 73 «в соответствии с рисунком 2.9» пригодный лишь для обработки открытых поверхностей, например торца детали, закрепленной в патроне без поддержки задним центром. Размеры подрезных торцовых резцов по ГОСТ 18880 – 73 представлены в таблице 2.3.
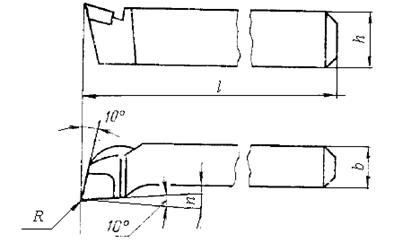
Рисунок 2.9 – Подрезной торцовый резец по ГОСТ 18880 – 73.
Таблица 2.3 – Размеры подрезных торцовых резцов по ГОСТ 18880 – 73
|
Сечение резца bxh |
l, мм |
n, мм |
R, мм |
|
12х12 |
100 |
6 |
0,4 |
|
16х10 |
110 |
5 |
|
|
16х12 |
100 |
7 |
|
|
20х12 |
125 |
6 |
|
|
20х16 |
120 |
8 |
|
|
25х16 |
140 |
||
|
25х20 |
11 |
0,8 |
|
|
32х20 |
170 |
10 |
|
|
32х25 |
13 |
||
|
40х25 |
200 |
12 |
|
|
40х32 |
13 |
||
|
50х32 |
240 |
14 |
Построим эскиз взаимного расположения детали и инструмента во время обработки и определим исполнительные движения «в соответствии с рисунком 2.10».
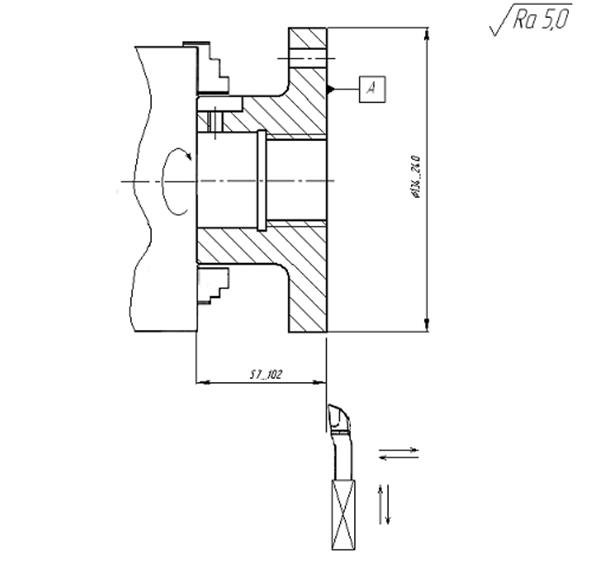
Рисунок 2.10 – Эскиз взаимного расположение детали и инструмента при обработке торца резцом.
Так как резец является однолезвийным инструментом, то рассматривать процесс формообразования режущей поверхности не требуется.
У торцевой поверхности образующей является окружность переменного радиуса, которая получается методом следа, а направляющей – прямая, также полученная методом следа «в соответствии с рисунком 2.11». В данном случае необходимы два формообразующих движения, эти движения являются простыми. Так как вращение происходит с большей скоростью, то формообразующее движение Ф(В1), необходимое для получения образующей окружности, является движением скорости резания, соответственно Ф(П2), необходимое для получения направляющей прямой – движение подачи.
Направляющая Образующая
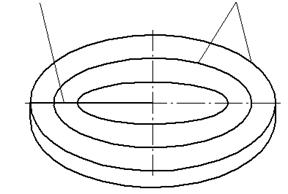
Рисунок 2.11 – Схема формирования торцевой поверхности.
Таким образом, при подрезании торца резцом будут следующие исполнительные движения:
- формообразующее движение скорости резания ФV(В1) и подачи ФS(П2);
- установочное движение Уст(П3) необходимо для настройки глубины резания;
- вспомогательные движения Всп(П2), Всп(П3), необходимы для быстрого подвода (отвода) инструмента в зону (из зоны) резания.
Настраиваемые параметры всех исполнительных движений представлены в таблице 2.4.
Структурная схема подрезания торца резцом представлена «в соответствии с рисунком 2.12».
Таблица 2.4 – Настраиваемые параметры исполнительных движений
|
Элементарные движения |
В1 |
П2 |
П3 |
П2 |
П3 |
|
Исполнительные движения |
ФV |
ФS |
Уст |
Всп |
Всп |
|
Параметры настройки |
V,N |
V,N,L,K |
L,K |
N |
N |
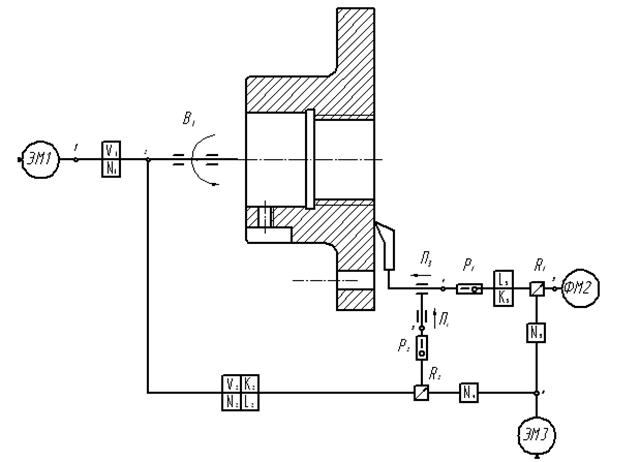
Рисунок 2.12 – Структурная схема подрезания торца резцом.
Канавка 4…6 мм
Заданную плоскость с учетом ее шероховатости (R![]() = 5) можно получить следующими
способами: - фрезерование черновое дисковой фрезой;
= 5) можно получить следующими
способами: - фрезерование черновое дисковой фрезой;
- фасонное точение чистовое канавочным резцом.
Фрезерование канавки требует согласование трех исполнительных движений «в соответствии с рисунком 2.13», а так же применение станка с ЧПУ, что не экономично в условиях мелкосерийного производства.
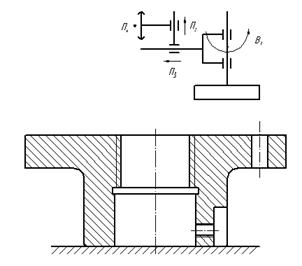
Рисунок 2.13 – Схема компоновки при обработке канавки дисковой фрезой.
Таким образом, для обработки канавки выбираем фасонное точение резцом.
Для обработки заданных материалов в качестве материала режущей части инструмента применим твердый сплав. Для серого чугуна используем твердый сплав группы ВК, для конструкционной стали – твердый сплав группы ТК.
В качестве режущего инструмента используем резец токарный канавочный для внутренних зарезьбовых канавок – предназначенный для прорезания внутренних канавок от 4 до 6 мм «в соответствии с рисунком 2.14».

Рисунок 2.14 – Резец токарный канавочный для внутренних зарезьбовых канавок.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.