Износоустойчивая сталь имеет повышенную устойчивость к коррозиям и предназначается в основном для использования ее под различными нагрузками, а также при повышенных температурах (жаропрочная сталь конструкционная). Сталь конструкционная может быть низколегированной, среднелегированной и высоколегированной. Сталь конструкционная жаропрочная делится по своей структуре на следующие группы: сталь конструкционная перлитного класса, сталь конструкционная мартенситного класса, сталь конструкционная мартенситно-ферритного класса, сталь конструкционная аустенитного класса и сталь конструкционная аустенитно-мартенситного класса.
Из такой стали могут быть произведены всевозможные детали, которые работают при повышенных температурах, под действием различных ударных нагрузок, различные детали ответственного назначения. Благодаря своим особым механическим свойствам сталь конструкционная является оптимальным вариантом для изготовления деталей с повышенными прочностными и упругими свойствам.
Серый чугун (СЧ): ![]() .
.
Чугун – это многокомпонентный, железоуглеродистый сплав с содержанием углерода свыше 2,14 %, претерпевающий эвтектическое превращение. Чугуны бывают белые, серые, ковкие, высокопрочные. У серых чугунов хорошие технологические и прочностные свойства, и они чаще всего применяются как конструкционный материал. К серым чугунам относят также модифицированные и антифрикционные чугуны. Серые чугуны по химическому составу разделяют на обычные и легированные. Средний химический состав серого чугуна: углерода до 3,8%, кремния до 3,5%, марганца до 1,5%, серы до 0,12%, фосфора до 0,5%. Обрабатываемость чугуна зависит от многих факторов и в первую очередь от химического состава, структуры, физико-механических свойств. Серые чугуны неплохо обрабатываются резанием.
2.2 Анализ обрабатываемых поверхностей
Резьба трапецеидальная в отверстии Tr40… Tr 75
Трапецеидальную внутреннюю резьбу с учетом ее шероховатости (R![]() = 5,0) можно получить нарезанием
следующими способами:
= 5,0) можно получить нарезанием
следующими способами:
- фрезерование дисковой фрезой;
- нарезание резьбы метчиком;
- точение резьбовым резцом.
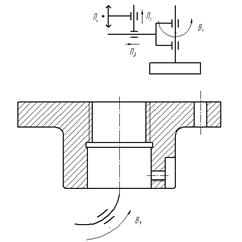
Рисунок 2.1 – Схема компоновки при нарезании
трапецеидальной резьбы дисковой фрезой.
Нарезание резьбы дисковой фрезой согласно схеме «в соответствии с рисунком 2.1» не приемлемо, так как данная схема требует применения станка с ЧПУ, что является нецелесообразным в условиях мелкосерийного производства, и при настройке движения формообразования необходимо согласование трех элементарных движений.
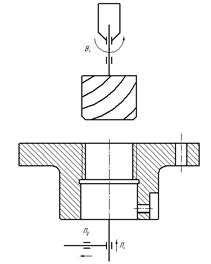
Рисунок 2.2 – Схема компоновки при нарезании
трапецеидальной резьбы метчиком.
Нарезание трапецеидальным метчиком «в соответствии с рисунком 2.2» нецелесообразно, из-за сложности изготовления трапецеидального метчика, который является специальным инструментом. А применение специального инструмента в мелкосерийном производстве не экономично.
Следовательно, рассматриваемую поверхность получим нарезанием резьбовым резцом за несколько проходов.
Для нарезания применим резьбовой резец с трапецеидальным профилем режущей кромки по ГОСТ 18885 – 73. В этом случае для закрепления трапецеидального резца используем державку для резьбового резца.
Для обработки заданных материалов в качестве материала режущей части инструмента применим твердый сплав. Для серого чугуна используем твердый сплав группы ВК, для конструкционной стали – твердый сплав группы ТК.
Трапецеидальный резец показан «в соответствии с рисунком 2.3». Размеры резцов приведены в таблице 2.1.
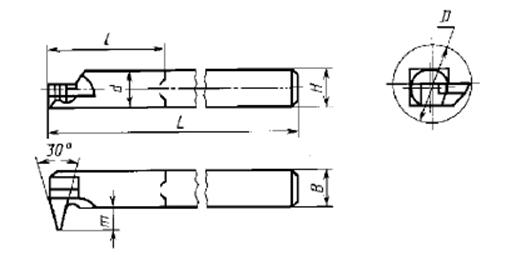
Рисунок 2.3 – Резец для нарезания трапецеидальной резьбы по ГОСТ 18885 – 73.
Таблица 2.1 – Размеры резца для нарезания трапецеидальной резьбы по ГОСТ 18885 – 73
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.