Цель работы и исходные данные
Цель работы: Провести структурно-кинематический анализ станка модели 5М32 при обработке косозубого цилиндрического колеса.
Для проведения структурно-кинематического анализа необходимо решить следующие задачи:
v Выбрать тип и материал инструмента. Рассчитать режимы резания.
v Построить структурную схему компановки станка и проанализировать исполнительные движения.
v Определить точность настройки исполнительных движений.
v Настроить параметры исполнительных движений.
Исходные данные:
Номер варианта 66
Модель станка 5М32
Нарезаемое колесо:
v Модуль m = 3,5 мм
v Число зубьев Z = 88
v Ширина венца b = 25 мм
v Диаметр отверстия d = 20 мм
v Угол наклона зуба
![]() = 32
= 32 ![]()
v Направление наклона зуба левое
Фреза:
v Число заходов k = 1
v Направление витков правое
Назначим материал зубчатого колеса: Сталь 45, твёрдость – 200HB.
1. Описание зубофрезерного станка модели 5М32 [1]
Станок предназначен для фрезерования зубьев цилиндрических прямозубых и косозубых колёс, а так же червячных колёс методом радиальной и тангенциальной подач в условиях единичного и серийного производства.
Техническая характеристика станка.
Наибольший диаметр нарезаемых цилиндрических колёс 800 мм, наибольший
нарезаемый модуль 10 мм; пределы частоты вращения фрезы 50 – 315 мин-1;
число частот вращения фрезы 9; предел подач вертикальной 0,8 – 5,0 мм/об,
радиальной 0,15 – 1,5 мм/об, тангенциальной 0,17 – 3,1 мм/об; габаритные
размеры станка ![]() мм. Класс точности станка Н.
мм. Класс точности станка Н.
Цикл работы станка автоматизирован: быстрый подвод инструмента к заготовке, зубонарезание, быстрый отвод инструмента в исходное положение и останов станка. Цилиндрические колёса можно обрабатывать методом попутного (вертикальная подача снизу вверх) и встречного (вертикальная подача сверху вниз) фрезерования. При попутном фрезеровании возможно применение более высоких скоростей резания.
Основные механизмы станка. На станине А (Рис. 1.1) закреплена суппортная стойка В, по которой перемещается фрезерный суппорт Г. Стол Е движется по горизонтальным направляющим станины. Контрподдержка Д поддерживает верхний конец оправки с установленными на ней заготовками. В станине расположена коробка скоростей Ж, а в суппортной стойке коробка подач Б.
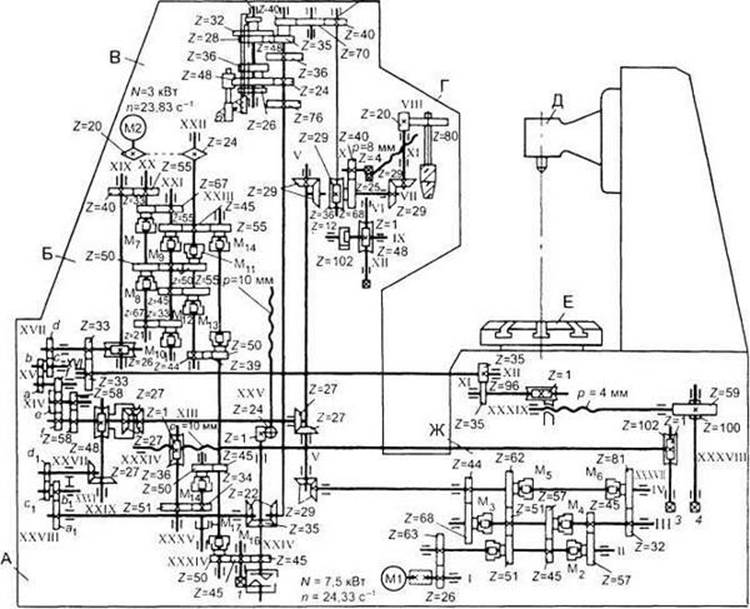
Рисунок 1.1 - Кинематическая схема станка.
2. Выбор типа и материала инструмента. Расчёт режимов резания.
Для
зубофрезерных станков используются червячные фрезы из быстрорежущей
стали Р6М5 [2]. По ГОСТ 9324-60
червячные фрезы делятся на 3 типоразмера. Для обработки данной заготовки
необходим II тип фрезы. Общий вид фрезы с указанием её
основных геометрических параметров приведён на Рис. 2.1. Обозначение: Фреза
червячная правая ![]() А – II.
А – II.
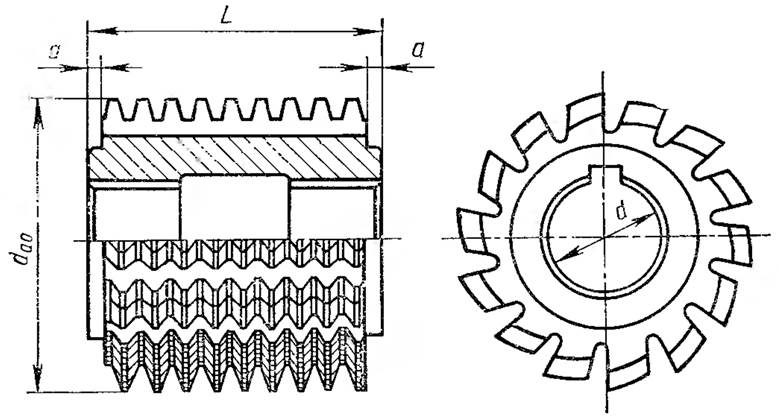
Рисунок 2.1 - Геометрические параметры фрезы
da0 = 90 мм;
L = 80 мм;
d = 32 мм;
a = 5 мм.
Угол подъёма витка фрезы:

![]()
Назначение режимов обработки при зубофрезеровании производится согласно [2].
Определение подачи.
Величина подачи при чистовом нарезании колеса модуля 3,5 мм из стали 45 составляет S0 = 1,8 мм/об;
Поправочные
коэффициенты на подачу: ![]() (для
стали 45) ,
(для
стали 45) , ![]() (для
угла наклона зуба 32
(для
угла наклона зуба 32![]() ).
).
При этом
нормативная подача будет ![]()
Определение скорости резания.
Для нарезаемого
модуля m = 3,5 мм и при подаче ![]() при
однозаходной фрезе нормативная скорость резания составляет
при
однозаходной фрезе нормативная скорость резания составляет ![]() .
.
Число осевых
перемещений фрезы: ![]() .
.
Поправочные
коэффициенты на скорость: ![]() (для
стали 45),
(для
стали 45), ![]() (для
R = 2),
(для
R = 2), ![]() (для
угла наклона зуба 32
(для
угла наклона зуба 32![]() ),
),
![]() (для
одного хода).
(для
одного хода).
При этом уточнённая нормативная скорость резания
будет равна ![]() .
.
3. Структурная схема компоновки станка и анализ исполнительных движений.
На основании кинематической схемы станка (Рис. 1.1) построена структурная схема компоновки станка (Рис. 3.1).
Направляющие станка, показанные на структурной схеме компоновки (Рис. 3.1), обеспечивает траектории следующих элементарных движений:
В1 – вращение червячной фрезы
В2 – вращение заготовки
П3 – вертикальное перемещение суппорта
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.