промышленности широко применяются
легированные стали, которые обладают высокими механическими или особыми
физическими и химическими свойствами, приобретаемыми после соответствующей
термической обработки. Легированными называются стали, в которые для получения
требуемых свойств специально добавляются определенные количества необходимых
элементов.
Для легирования стали применяют хром, никель, марганец, кремний, вольфрам,
ванадий, молибден и др.
Изучая влияние легирующих элементов на свойства стала важно знать
взаимодействие легирующего элемента с железом и углеродом, а также влияние
легирующих элементов на полиморфизм железа и превращения в стали при
термической обработке.
Медные сплавы (МС): НВ= 55-62
Для деталей машин используют сплавы меди с цинком (латуни), оловом (бронзы), алюминием, кремнием и др. (а не чистую медь) из-за их большей прочности: 30-40 кгс/мм2 у сплавов и 25-29 кгс/мм2 у технически чистой меди. Медные сплавы (кроме бериллиевой бронзы и некоторых алюминиевых бронз) не принимают термической обработки, и их механические свойства и износостойкость определяются химическим составом и его влиянием на структуру. Модуль упругости медных сплавов (900-12000 кгс/мм2 ниже, чем у стали). В нашем случае, в связи с наличием ходовой резьбы, предъявляются повышенные требования к износостойкости детали. Целесообразно использовать оловянно-фосфористую или оловянно-цинковую бронзы. Такие как БрОФ10-1 или БрОЦС5-7-5. Бронзы хорошо обрабатываются резанием инструментами из быстрорежущей стали.
2.2 Анализ обрабатываемых поверхностей
Отверстие сквозное Æ 56 мм
Сквозное отверстие с учётом его
шероховатости (R![]() =
6,3) можно получить следующими способами (рисунок 2.3):
=
6,3) можно получить следующими способами (рисунок 2.3):
- сверление отверстия
- расфрезеровывание
- расточка
Сверление является эффективным способом получения отверстия, но имеющим серьёзнейшие недостатки. В первую очередь это серьёзно ограниченный предел получаемых отверстий. Практически невозможно получить максимальный требуемый диаметр в 56 мм при этом выдержав заданную шероховатость. Так же ограничивающим фактором является быстродействие данного метода. Даже при использовании подходящего инструмента сверление столь больших диаметров требует очень высокой жёсткости системы и низких скоростей подач.
Расфрезеровывание не будет являться оптимальным выбором для детали типа «диск» по ряду причин. По производительности оно будет уступать сверлению. Еще одним важным моментом будет являться сложность врезания и настройки станка на получение отверстия, необходимость согласованного движения для получения окружности.
Из этого следует, что расточка является наиболее оптимальным способом получения отверстия. Оно обеспечивает как необходимую шероховатость так и высокую производительность при простоте настройки станка.
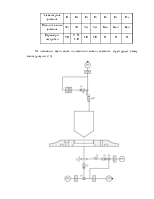
Для получения отверстия будем использовать расточной резец с пластинами из твёрдого сплава. Общий вид резца показана на рисунке 2. 1, а геометрия пластины на рисунке 2. 2.
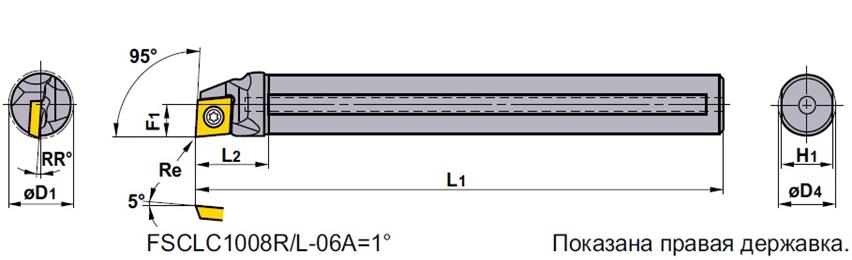
Рисунок 2. 1 Общий вид расточного резца
Основные размеры державок представлены в таблице 2. 1

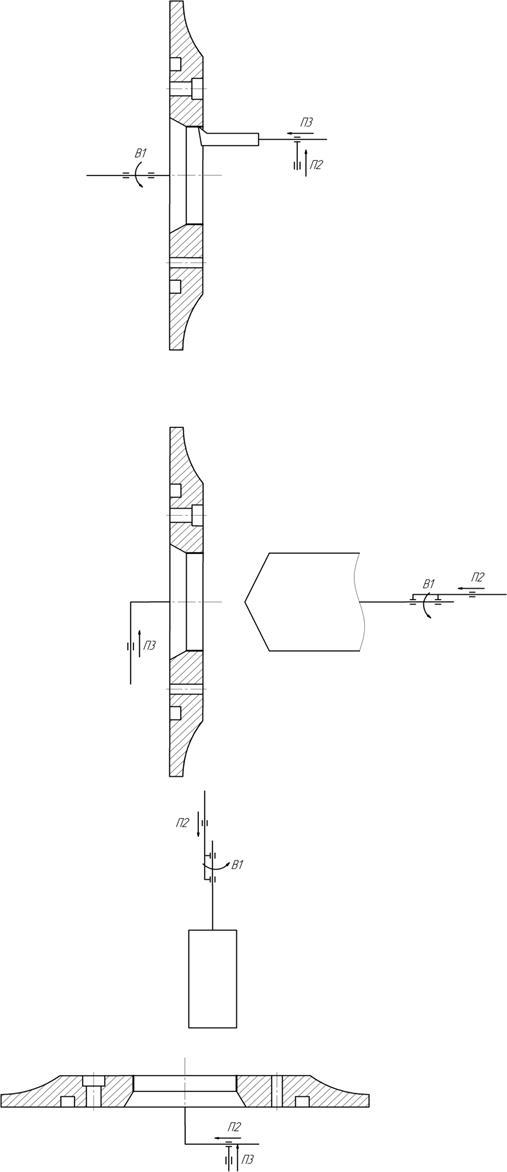
Рисунок 2. 3 Схемы обработки отверстия.
Для определения количества формообразующих движений необходимо определить производящие линии и методы их получения(рисунок 2. 4).
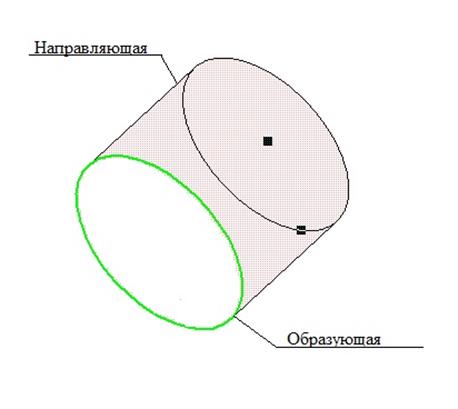
Рисунок 2. 4 Производящие линии.
Для получения отверстия нам необходимо образующую линию – окружность, пустить по направляющей – прямой(рисунок 2. 4). Окружность будет получена методом следа и направляющая методом следа. Из этого следует что для получения отверстия достаточно двух движений, движения вращения заготовки для получения окружности и поступательного движения резца для получения направляющей прямой.
Таким образом нам необходимы следующие исполнительные движения станка:
1. Фv (В1)
2. Фs (П4)
3. Уст (П3)
4. Уст (П2)
6. Всп (П2)
7. Всп (П3)
7. Всп (П4)
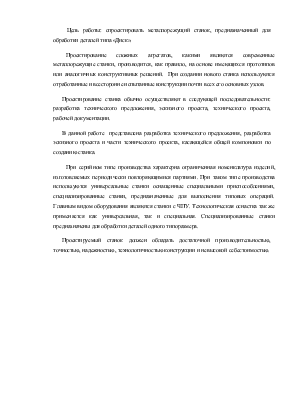
Необходимые настраиваемые параметры приведены в таблице 2.
Таблица 2
|
Элементарные движения |
В1 |
П4 |
П3 |
П2 |
П2 |
П3 |
П4ф |
|
Исполнительные движения |
Фv |
Фs |
Уст |
Уст |
Всп |
Всп |
Всп |
|
Параметры настройки |
V,N |
V, N, L,K |
L,K |
L,K |
N |
N |
N |
На основании всего выше изложенного можно составить структурную
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.