Содержание:
Стр.
1.Цель …………………………………………………………………………………… 2
2. Исходные данные……………………………………………………………………. 3
3. Характеристика станка………………………………………………………………. 3
4. Инструмент…………………………………………………………………………… 3
5.Структурная схема компоновки станка……………………………………………... 3
6. Выявление формообразующих линий и методы их получения………………… 4
7. Выявление остальных исполнительных движений………………………………… 5
8.Параметры и точность необходимая для настраивания каждого исполнительного движения………………………………………………………………………………… 5
9.Структурная схема станка…………………………………………………………… 5
10. Назначение режимов обработки…………………………………………………..... 6
11. Настройка параметров исполнительных движений………………………………6
12. Литература………………………………………………………………………….. 13
1. Цель: Ознакомиться с назначением станка, областью его применения, с технической характеристикой и применяемыми режущими инструментами. Выявить основные узлы и исполнительные органы станка. Привести настройку и описание каждого исполнительного движения, при обработке косозубого цилиндрического колеса. Вывести расчетные уравнения кинематического баланса для настройки скорости, пути и траектории сложного движения. Осуществить подбор сменных зубчатых колес.
2.Исходные данные:
Модуль нарезаемого колеса: m=5 мм.
Число зубьев нарезаемого колеса: z=56
Ширина венца нарезаемого колеса: b=36 мм.
Угол наклона нарезаемого колеса: b=240.
Направление наклона зуба нарезаемого колеса: правое.
Направление наклона зуба фрезы: правое.
Число заходов фрезы: к=1.
Материал нарезаемого колеса: сталь 45.
Делительный диаметр нарезаемого колеса: d=m×zз= 5×56= 280 мм.
3. Характеристика станка
Нарезание цилиндрического косозубого колеса производится на зубофрезерном станке 5Е32.
Данный станок предназначен для фрезерования зубьев цилиндрических прямозубых и косозубых колес, а также червячных колес методом радиальной и тангенциальной подач.
4.Тип и материал инструмента.
Для нарезания данного колеса применяется фреза червячная чистовая по ГОСТ 9324-80(типа 2 класса точности АА)
Материал фрезы Р6М5.
Модуль фрезы m0=4 мм.
Наружный диаметр фрезы da1=112 мм
Длина фрезы L=100 мм.
Число заходов фрезы k=1.
Направление витков фрезы правое.
Угол наклона зубьев фрезы w=2,860
5.Структурная схема компоновки станка с изображением взаимного положения режущего инструмента и заготовки в процессе обработки. На схеме обозначены все элементарные движения исполнительных органов станка (рис.2).
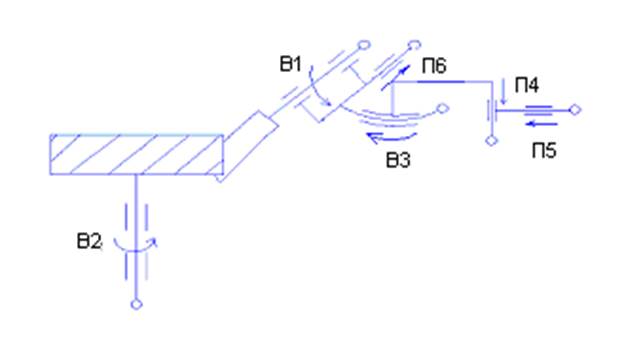
Рис.2
6. Выявление формообразующих линий и методы их получения.
![]()

 Образующая (эвольвента)
Образующая (эвольвента)
 |
![]()
![]() Направляющая (винтовая линия)
Направляющая (винтовая линия)
Рис.3.
Образующая линия (рис.3.) –эвольвента получается методом обката (псевдокопирования).
Метод обката заключается в том, что форма производящей линии получается в виде огибающих последовательных положениях, занимаемых режущей кромкой инструмента при обкатывание ее без скольжения по образуемой линии.
Требуется формообразующее движение. Точность получаемых производящих линий определяется точностью и качества режущей кромки и траекторией движения.
Направляющая линия – винтовая линия получается методом касания.
Метод касания состоит в том, что форма производящей линии получается в виде огибающей мест касания детали режущей точкой инструмента (множество точек) в результате относительного движения заготовки и инструмента.
Требуется формообразующее движение. Точность зависит от конструкции инструмента, скорости и траектории движения.
При обработке данного цилиндрического косозубого колеса необходимы следующие исполнительные движения:
ФV(В1 В2)- для образование эвольвенты,
ФS(В2 П4)-для образования винтовой линии.
7. Выявление остальных исполнительных движений: установочных, вспомогательных.
При обработке данного цилиндрического косозубого колеса необходимы следующие движения:
Уст(П5) – осуществляется настройка глубины фрезерования,
Уст(В3) – производят разворот фрезы для совмещения её витков с зубом нарезаемого колеса,
Всп(П5) и Всп(П6) – быстрый подвод, отвод инструмента.
8. Параметры и точность необходимая для настраивания каждого исполнительного движения.
ФV(В1 В2)- сложное движение с замкнутой траекторией, следовательно, необходимо настроить 3 параметра: F, N, V. Траекторию необходимо настроить с точностью: dI=0; скорость настраивают с точностью dI=10-15%.
ФS(В2 П4)-сложное движение с незамкнутой траекторией, следовательно, необходимо настроить 5 параметров:F,N,L,R,V. Траекторию настраиваем с точностью ∆В=5 мкм, что соответствует 6-ой степени точности нарезаемого колеса; скорость настраивается с точностью dI=10-15%.
Уст(П5)- простое движение с незамкнутой траекторией, следовательно, необходимо настроить 4 параметра:N, V, L, K.
Уст(В3)- простое движение с незамкнутой траекторией, следовательно , необходимо настроить 4 параметра: V, N, L, K.
Всп(П5) и Всп(П6)-простые движения с незамкнутой траекторией необходимо настроить 4 параметра: V, N, L, K.
9. Структурная схема станка при обработке заданной поверхности.(рис.4)
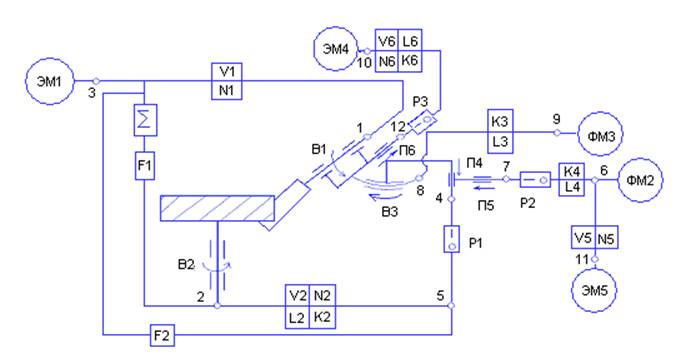
Рис.4.
 |
10. Назначение режимов обработки.
По справочнику [3]
Выбираем режимы резания:v=27 м/мин ,S=2.8 мм/об. заг.
11. Настройка параметров исполнительных движений
ФV(В1 В2)- для данного движения, поскольку оно является сложным, внутренней связью является кинематическая цепь, обеспечивающая согласование параметров, входящих него элементарных движений, для получения требуемой траектории движения:
Направляющие инструментального шпинделя-
 - направляющие
шпинделя изделия.
- направляющие
шпинделя изделия.
Внешняя связь начинается от электродвигателя, так как размерность скорости задана в м/мин. Осуществляется по следующей цепочке:
ЭД1- .
.
ФS(В2 П4)- для данного движения, поскольку оно является сложным, внутренней связью является кинематическая цепь, обеспечивающая согласование параметров, входящих него элементарных движений, для получения требуемой траектории движения.
Направляющие фрезерного суппорта-
 - направляющие инструментального
шпинделя.
- направляющие инструментального
шпинделя.
Внешняя
связь начинается от заготовки, так как размерность подачи задана в мм/об.з.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.