Исследование токарно-винторезного станка при нарезании резьбы.
Цель: Ознакомиться с основными элементами и принципом работы токарно - винторезного станка модели 1K620. Изучить структурную и кинематическую схемы. Рассчитать параметры исполнительных движений и наладки станка при нарезании двух заходной метрической резьбы.
В таблице 1 приведены параметры нарезаемой резьбы.
Таблица 1.
|
Тип резьбы |
Шаг резьбы P, мм |
Количество заходов резьбы k |
Длина резьбы L, мм |
Направление витка резьбы |
|
Метрическая |
4 |
2 |
80 |
правое |
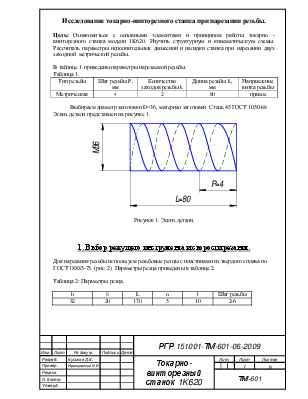
Выбираем диаметр заготовки D=36, материал заготовки Сталь 45 ГОСТ 1050-88 Эскиз детали представлен на рисунке 1.
Рисунок 1. Эскиз детали.
1. Выбор режущего инструмента и скорости резания.
Для нарезания резьбы используем резьбовые резцы с пластинами из твердого сплава по ГОСТ 18885-73. (рис. 2) Параметры резца приведены в таблице 2.
Таблица 2: Параметры резца.
|
h |
b |
L |
n |
l |
Шаг резьбы |
|
32 |
20 |
170 |
5 |
10 |
2-6 |
Рис.2. Токарный резьбовой резец по ГОСТ 18885-73
Рекомендуемая скорость резания при нарезании резьбы – 20 м/мин [1]
2. Краткая характеристика станка.
Универсальный токарно-винторезный станок модели 1К620 предназначен для выполнения разнообразных токарных работ, в том числе для нарезания резьбы: метрической, модульной, дюймовой, питчевой, многозаходной, а также для нарезания точной резьбы.
На рисунке 3 представлена кинематическая схема станка.
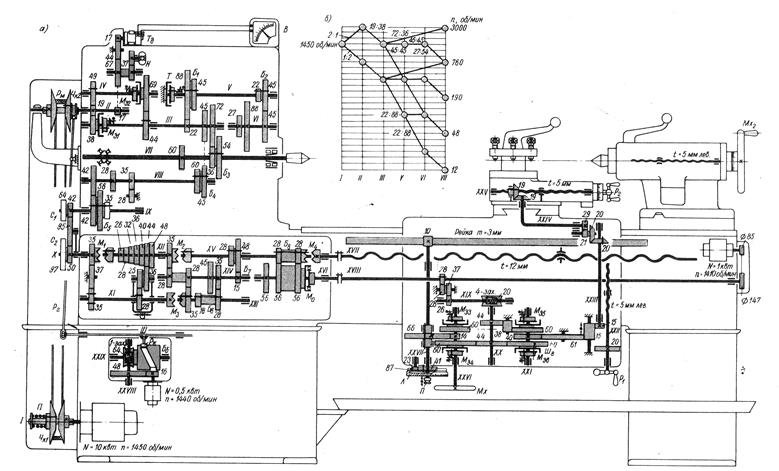
Рисунок 3. Кинематическая схема станка 1К620
3. Построение структурной схемы станка.
3.1. Выявление элементарных движений.
В1 – вращение шпинделя с заготовкой.
П2 –поступательное перемещение каретки суппорта параллельно оси шпинделя.
П3 – перемещение поперечных салазок суппорта перпендикулярно оси шпинделя.
П4 – поступательное перемещение верхних салазок с резцедержателем относительно поворотной плиты.
П5 – перемещение задней бабки вдоль оси шпинделя.
П6 – перемещение задней бабки перпендикулярно оси шпинделя.
П7 – перемещение пиноли задней вдоль оси шпинделя.
В8 – разворот поворотной плиты с резцедержателем относительно поперечных салазок суппорта.
В9 – разворот резцедержателя относительно верхних салазок.
Компоновочная схема станка представлена на рисунке 4.
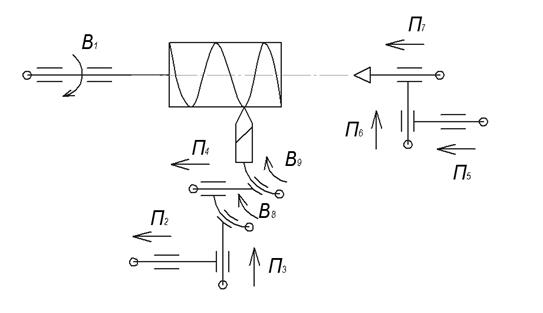
Рис. 4. Компоновочная схема станка 1K620 при нарезании резьбы.
3.2. Выявление исполнительных движений.
Формообразующие движения:
Для выявления формообразующих движений необходимо посмотреть, как образуется обрабатываемая поверхность, для этого выявляем методы производящих линий.(рисунок 5.)
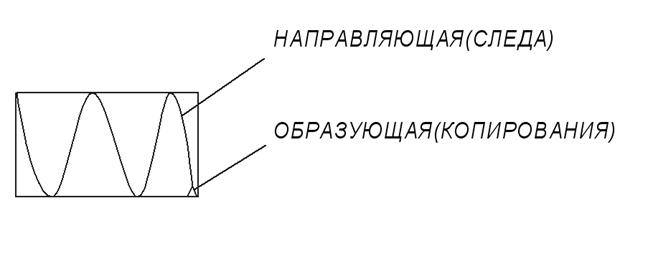
Рисунок 5. Методы получения производящих линий.
Образующая – ломаная(профиль режущей кромки). Получается методом копирования.
Направляющая – винтовая линия. Получается методом следа.(Рис.3.)
Так как метод копирования не требует формообразующего движения, то для образования обрабатываемой поверхности необходимо одно формообразующее движение Фv(В1,П2)- согласованное вращение шпинделя и продольное перемещение суппорта.
Установочные движения:
Уст(П3)- перемещение поперечных салазок суппорта , обеспечивает глубину профиля.
Движение деления:
Д(П4)- поступательное перемещение верхних салазок с резцедержателем, обеспечивает заходность резьбы k=2.
Вспомогательные движения:
Всп(П2)- ускоренное перемещение суппорта в продольном направлении.
Всп(П3)- ускоренное перемещение суппорта в поперечном направлении.
Структурная схемы станка 1K620 представлена на рисунке 6.
Рисунок 6. Структурная схемы станка 1K620.
4. Кинематический анализ станка
4.1. Формообразующее движение Фv(В1,П2)
Представляет
собой согласованное вращение шпинделя и продольное перемещение суппорта.
Движение сложное траектория незамкнутая, требует настройки всех 5 параметров.
Оно создается кинематической группой, состоящей из внутренней связи ![]() с органом настройки траектории
с органом настройки траектории ![]() и внешней связи
и внешней связи ![]() с
органами настройки скорости
с
органами настройки скорости ![]() , направления
, направления ![]() , пути
, пути ![]() и
конечной точки
и
конечной точки ![]() (рис.5).
(рис.5).

Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.