Сталь 70.
1. Характеристика области применения и свойств обрабатываемого материала.
Сталь конструкционная рессорно-пружинная.
Химический состав в % материала:
|
C |
Si |
Mn |
Ni |
S |
P |
Cr |
Cu |
|
0.67 - 0.75 |
0.17 - 0.37 |
0.5 - 0.8 |
до 0.25 |
до 0.035 |
до 0.035 |
до 0.25 |
до 0.2 |
Твердость НB*10-1=252
МПа, Предел прочности ![]() Предел текучести
Предел текучести ![]() Коэффициент
Пуассона k=0,29; Модуль упругости
Е = 2Е+11 Па; Динамическая твердость НD*10-1=
1,5*252 =378 МПа; Плотность стали δ
= 7,8 кг/м3. Применение: рессоры, пружины и другие детали, от которых требуются
повышенные прочностные и упругие свойства, а также износостойкость.
Коэффициент
Пуассона k=0,29; Модуль упругости
Е = 2Е+11 Па; Динамическая твердость НD*10-1=
1,5*252 =378 МПа; Плотность стали δ
= 7,8 кг/м3. Применение: рессоры, пружины и другие детали, от которых требуются
повышенные прочностные и упругие свойства, а также износостойкость.
2. Моделирование процесса ультразвукового пластического деформирования по схеме УЗО
2.1. Характеристика технологии УЗО
Ультразвуковая обработка (УЗО)
Ультразвуковая упрочняюще-финишная обработка осуществляется путём прижатия колеблющегося торца излучателя-индентора к поверхности обрабатываемого изделия, совершающего вращательное или возвратно-поступательное движение, таким образом, по всей поверхности, которую необходимо обработать.
Назначение
Финишная обработка наружных, внутренних, торцевых, плоских и фасонных поверхностей.
Область применения
Применяется практически во всех отраслях промышленности и ремонтных мастерских, использующих металлообрабатывающее оборудование.
Преимущества
Получение высокого класса чистоты, упрочненного поверхностного слоя, снятие остаточных внутренних растягивающих напряжений, формирование сжимающих напряжений.
Износостойкость деталей, обработанных методом УЗО, в два-три раза выше, чем после шлифования.
2.2. Описание модели УЗО.
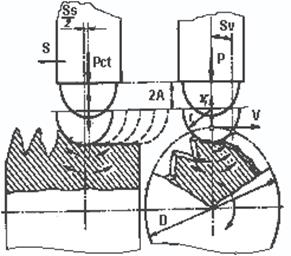
Рис. 1. Схема упрочняюще-отделочной обработки ультразвуковым инструментом (УЗО):
Р — динамическая сила; Рст статическая сила; А - амплитуда смещения рабочей части инструмента; r - радиус сферы рабочей части инструмента; S - продольная подача; Sv — относительная подача за один период колебаний инструмента; Ss — продольная подача за один период колебаний; V — окружная скорость заготовки; V1 — колебательная скорость рабочей части инструмента; D - диаметр обрабатываемой детали.
2.3. Входные данные.
D = 5 мм. Диаметр деформатора.
А = 7,6 мкм. – Амплитуда колебаний.
Rz.исх = 2 мкм – шероховатость материала до обработки.
Fmin = параметр.
d = 60 мм. – Диаметр обрабатываемой детали.
L = 66 мм. – Длина обрабатываемой детали.
f = 20кГц. – Частота колебаний.
Ra = 0,15 мкм. – Требуемый параметр шероховатости.
2.4. Распечатка результатов расчета по программе
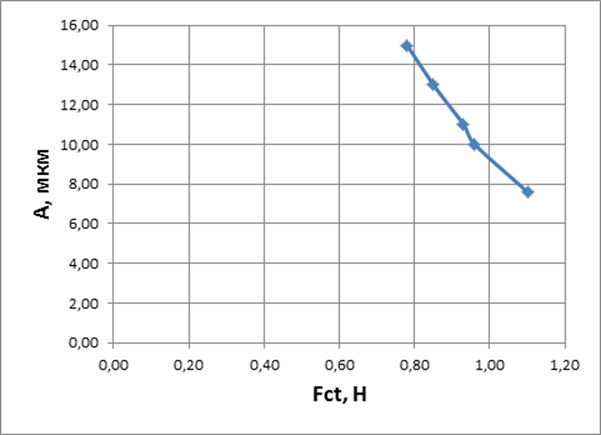
2.5. Номограмма режимов УЗО.
|
Q, градусы |
A, мкм |
Fct, Н |
hmax, мкм |
hza, мкм |
h, мкм |
|
47 |
7,6 |
1,1 |
2,03 |
1,85 |
0,18 |
|
53 |
10 |
0,96 |
2 |
1,88 |
0,12 |
|
54,5 |
11 |
0,93 |
2,03 |
1,91 |
0,12 |
|
57,5 |
13 |
0,85 |
2,03 |
1,93 |
0,1 |
|
60 |
15 |
0,78 |
2 |
1,93 |
0,07 |
2.6. Расчет необходимых режимов обработки и основного времени.
2.6.1. Определить остаточную глубину отпечатка, соответствующую заданному значению шероховатости h = 4*Ra, выбрать на номограмме режим, обеспечивающий значение h ближайшее к рассчитанному.
Заданный параметр шероховатости Ra = 0,15 мкм. Такая шероховатость будет при остаточной глубине отпечатка равной h = 4*Ra = 4 * 0,15 = 0,6 мкм. Соответственно по номограмме выбираем режим Fst = 1,1 Н, А = 7,6 мкм, h=0.18мкм, максимально приближеный к заданной шероховатости.
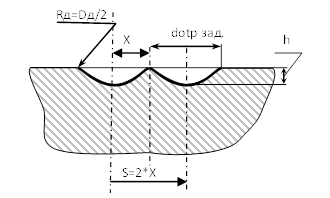
2.6.2. ![]() Рассчитать параметр Х по формуле
для значения h, соответствующего
выбранному режиму:
Рассчитать параметр Х по формуле
для значения h, соответствующего
выбранному режиму:

2.6.3. Рассчитать величину подачи S = 2* Х.
S = 2*0,034 =0,068мм/об.
2.6.4. Рассчитать величину скорости обработки V=|S|* f , где f - частота колебаний
V= |S|* f = 0,068*10-3* 20*103 *60= 81,6 м/мин
2.6.5. Рассчитать число оборотов детали n = 1000*V/( π *d),
где d - диаметр детали, π = 3,14
n = V/(π*d) = 81,6/(3,14*0,060)= 433об/мин
2.6.6. Рассчитать основное время to = L /(S*n) , где L - длина обрабатываемой поверхности.
t0 = 66/(0,068*433)=2,24 мин.
2.7. Вывод: Проведя анализ УЗО можно заключить, что достижение заданных параметров качества поверхностного слоя Ra = 0,15 возможно при: начальном угле Q0 принять равным 470, амплитуде колебаний А =7,6 мкм, Fst = 1,1 Н, скорости вращения шпинделя n = 433 об/мин, подаче S = 0,068 мм/об. (в зависимости от станка округлять в меньшую сторону). Максимальная глубина внедрения деформатора перекрывает величину исходного параметра шероховатости, что позволяет получить равномерную форму впадин.
Задание на 2 часть РГР.
1. Рассчитать параметры очага деформации (глубину hs и интенсивность деформации ei,0) для режима УЗО, установленного в первой части РГР.
hs = 2,93*10-4 м.
ei0 = 1,41*10-2
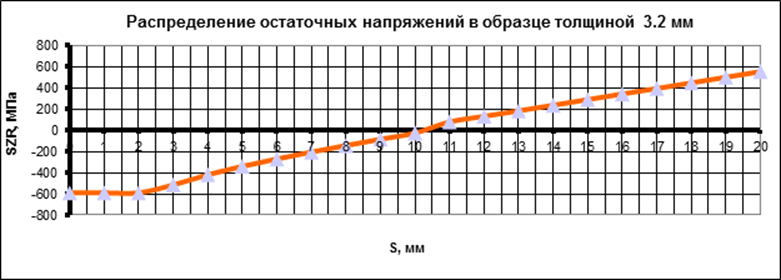
2. Определить толщину пластины S (2∙hs ≤ S ≤ 30 мм), при которой параметры очага деформации, рассчитанные в пункте 1, обеспечивают формирование в пластине напряженно-деформированного состояния, характеризующегося тем, что граница раздела между сжимающими и растягивающими остаточными напряжениями расположена в центре толщины пластины или максимально близко к этому.
0,74 мм ≤ S ≤ 30 мм исходя из этого условия примем S = 3.2 мм. В пластине такой толщины, сжимающие и растягивающие напряжения распределятся поровну. В подтверждение этого смотреть график ниже, показывающий распределение остаточных напряжений.
3. Рассчитать степень упрочнения поверхностного слоя детали при выбранных параметрах УЗО по формуле:Δσв = (σв – σrz max) / σв
Δσв = (910 + 590) / 910 = 1,64
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.