4. Определить минимальный допуск формы, достигаемый при рассчитанных параметрах очага деформации (п.1) и определенной толщине пластины (п.2) (длина пластины – 100 мм.)
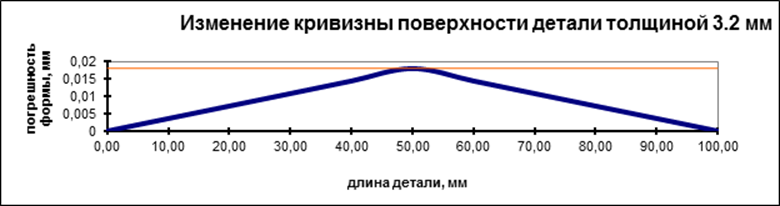
Минимальный допуск формы 0.018мм
Вывод: Проведя анализ математической модели УЗО, определили, что при использовании режимов обработки из части 1, величина деформированного слоя hs = 2,93*10-4 м и интенсивность деформации ei0 = 1,41*10-3. Толщина пластины S, при которой граница раздела между сжимающими и растягивающими остаточными напряжениями расположена в центре толщины пластины, равна 3,2 мм, при этом, степень упрочнения Δσв = 1,64. Так же определили минимальный допуск формы, достигаемый при УЗ обработке детали длинной L = 100мм.
3. Оценка характеристик качества поверхностного слоя после лазерного поверхностного упрочения
3.1.Краткая характеристика лазерного термоупрочнения.
Лазерное излучение - это вынужденное монохроматическое излучение широкого диапазона длин волн. Оно позволяет сконцентрировать на поверхности обрабатываемого материала энергию при плотностях мощности до 1012 Вт/см2. Причем эту энергию можно передавать материалу бесконтактно, быстро и строго дозировано. Локальность тепловых процессов, происходящих в поверхностном слое при таких условиях облучения, обеспечивает высокие скорости нагрева и охлаждения, не достигаемые традиционными методами термической обработки. Такие особенности тепловых процессов обусловливают широкие возможности управления эксплуатационными характеристиками рабочих поверхностей:
нагрев до температур, не превышающих температуру плавления, но достаточных для структурно-фазовых превращений;
нагрев до температур, превышающих температуру плавления, но ниже температуры испарения;
интенсивное испарение поверхности.
Лазерное термическое упрочнение - процесс, при котором тонкий поверхностный слой обрабатываемого материала нагревается до температур выше температуры структурно-фазовых превращений, после чего охлаждается со сверхвысокими скоростями. В этих условиях материал поверхностного слоя подвергается автозакалке. Эффект упрочнения заключается в образовании в поверхностном слое специфической структуры. Эта структура обладает повышенной дисперсностью блоков и плотностью дислокаций, имеет повышенную (в 5-11 раз) микротвердость. Глубина упрочненного слоя может достигать 0,05 - 3 мм. Процесс лазерного упрочнения может быть реализован с использованием как импульсного, так и непрерывного излучения. Деформация в слое глубиной 50-100 мкм, имеющая место при лазерной закалке, меньше, чем при других видах закалки. При закалке больших поверхностей используют перемещение материала со скоростью 0,5-2 м/мин.
3.2. Описание модели и алгоритм расчета.
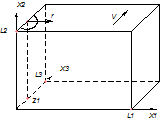
Математическая модель описывает стационарное трехмерное температурное поле в параллелепипеидальной окрестности движущегося поверхностного нормально распределенного теплового источника :
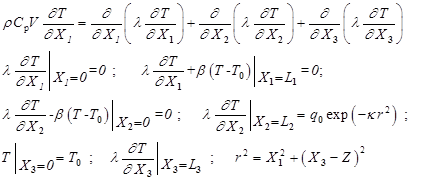
где r - плотность обрабатываемого материала ;
Ср - функция удельной теплоемкости в зависимости от температуры;
V - скорость движения источника;
l - функция коэффициента теплопроводности в зависимости от температуры;
b - коэффициент теплоотдачи на боковой и нижней границах расчетной области;
То - начальная температура детали;
qо - плотность теплового потока в центре пятна нагрева;
k - коэффициент сосредоточенности источника;
r - радиус пятна нагрева.
Модель учитывает нелинейности I рода (зависимость теплофизических характеристик обрабатываемого материала от температуры). Нелинейности III рода (задачи Стефана), отсутствие жидкой фазы и пренебрежение скрытой теплотой полиморфных превращений не учитываются.
3.3. Входные данные.
7 5 20 Размер расчетной области (мм).
11 11 11 Размеpность задачи (не более 30 по кажд. коорд.).
3.5 Диаметр луча (мм).
2,52 Положение оси луча (мм).
1.5 Cкорость перемещения луча (см/с).
11200 Плотность теплового потока (Вт/см**2).
20 Температура детали (град C).
100 Коэффициент теплоотдачи (Вт/м**2/К).
0.10 *Относительное количество внутренних итераций.
30 Количество шагов установления.
0.10 Шаг установления (с).
10.00 Точность расчетов (град/с).
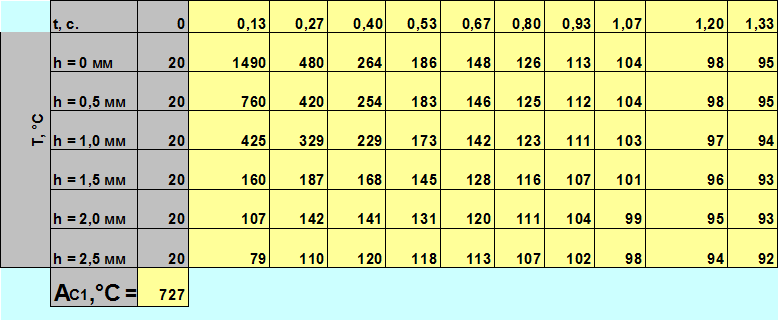
3.4. Результаты расчета при максимальных режимах (Тmax ≤ Tпл).
3.5. График.
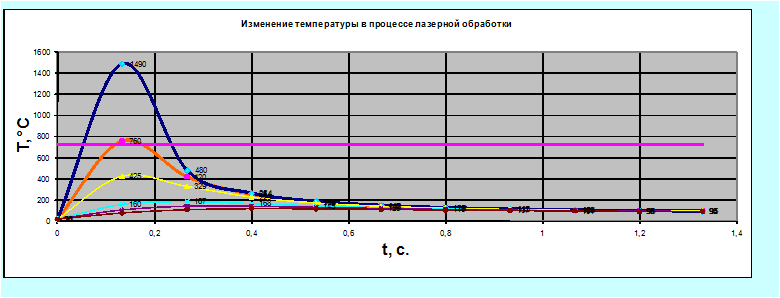
График 14. Изменения температуры по слоям в процессе нагрева и охлаждения
3.6. Оценочные расчеты.
Величина Упрочненного слоя: hупр = Sx2(j-2)+(Tj-1 – Ac1)/grad T = 0,5354 мм
Диаметр пятна нагрева: dпн = (Sx2(j-2)+(Tj-1 – Ac1)/grad T)*2 = 1,0708мм
3.7. Результаты расчета при режимах для упрочнения на глубину hs = 0.293мм
3.8. Графики.
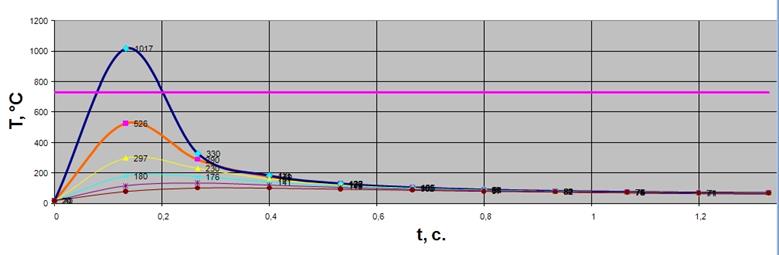
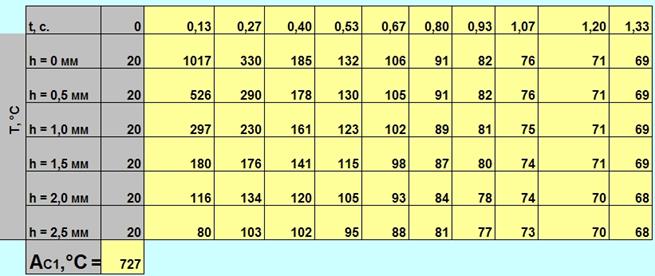
График 15. Изменения температуры по слоям в процессе нагрева и охлаждения
3.9. Оценочные расчеты.
Величина Упрочненного слоя: hупр = Sx2(j-2)+(Tj-1 – Ac1)/grad T = 0,293мм
Диаметр пятна нагрева: dпн = (Sx2(j-2)+(Tj-1 – Ac1)/grad T)*2 = 0.5906
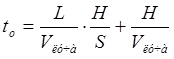
3.10. Расчет значения подачи (Кп = 0,63) и основного времени для упрочнения пластины L = 100мм, Н = 32мм на глубину h = 0,293мм.
S = Kп ∙ dпятна нагрева = 0,63*0,5906 = 0,37[мм/ход]
 =
=  =
9.6мин
=
9.6мин
Выводы.
В ходе моделирования лазерной обработки движущемся поверхностным нормально-распределенным тепловым источником использовался луч с диаметром пучка 3,5мм скоростью движения 1,5 см/с и положением оси луча 2,52мм. Обрабатываемый материал Сталь 70.
По полученным результатам точка с максимальной температурой = 1490°C лежит на поверхности.. Закалка проходит в первом и втором слоях (n=0; n=0,5 мм). Температура нагрева остальных слоев не превышает t=727°C.
Основное время обработки пластины 100х32 на глубину hs = 0.293мм при коэффициенте перекрытия Кп = 0.63 и подачи S = 0.37мм/ход составляет to =9.6 мин.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.