2 Выбор и расчет заготовки.
В базовом проекте в качестве заготовки используется труба сечением Ø 152 мм и длиной 153 мм. Заготовка в этом проекте имеет низкий Ким, равный 0,16, а следовательно, большой отход металла в стружку. Предлагаю в дипломном проекте применять для получения заготовки литье по выплавляемым моделям. Она должна иметь следующие показатели:
ü Квалитет точности IT 14 по ГОСТ 25346-89;
ü Шероховатость поверхности Ra=6,3 по ГОСТ 2789-73;
ü Припуски на обработку (смотри ниже);
ü Ким=0,51.
Метод литья по выплавляемым моделям, благодаря преимуществам по сравнению с другими способами изготовления отливок, получил значительное распространение в машиностроении и приборостроении.
Промышленное применение этого метода обеспечивает получение из любых литейных сплавов сложных по форме отливок. Возможности метода позволяют максимально приблизить отливки к готовой детали, а в ряде случаев получить литую деталь, дополнительная обработка перед сборкой не требуется. Вследствие этого резко снижаются трудоемкость и стоимость изготовления изделий, уменьшается расход металла и инструмента, экономятся энергетические ресурсы, сокращается потребность в рабочих высокой квалификации, в оборудовании, приспособлениях, производственных площадях.
Проектирование отливки выполняется в следующей последовательности.
Расчет и проектирование заготовки.
2.1. Исходные данные:
Чертеж детали – см. чертеж на А1;
Количество размеров n - ;
Вид литья по выплавляемым моделям;
Масса детали 2,26кг;
Материал Сталь 17ХГС2МФЛ;
Габаритные размеры детали ø144×149,5 мм;
Точность и шероховатость поверхностей детали ;
Тип производство - серийное;
Определяем:
Положение плоскости разъема литейной формы ;
Расположение стержней ;
Положение отливки в литейной форме при заливке ;
Тип производства – серийное. Оно характеризуется изготовлением деталей партиями, повторяющимися через определенные промежутки времени широкой специализацией рабочих мест.
Конструкция отливки должна обеспечивать минимальное количество разъемов модели, отсутствие отъемных частей, минимальное количество стержней, разъем должен проходить по прямой, а не по изогнутой линии.
Разъем модели и формы показывают штрихпунктирной линией или отрезком, над которым указывается буквенное обозначение разъема – МФ. Направление разъема показывают стрелками, перпендикулярными к линии разъема.
2.2. Определение группы сложности отливки.
Группа сложности отливки ориентировочно оценивается коэффициентом сложности – Кс:
Кс=g/Gф,
g – масса детали, равная 2,26кг.;
Gф – масса фигуры, описанной вокруг детали, равная 19,05кг.
Различают пять групп сложности:
1 Кс › 0,53
2 Кс = 0,53…0,35
3 Кс = 0,35…0,21
4 Кс = 0,21…0,1
5 Кс › 0,1
Для более точной оценки анализируют геометрическую и качественную сложность отливки.
Кс=2,26/19,05=0,12
Данная отливка относится к 4-му классу сложности. Это отливка, имеющая большое число фасонных поверхностей в разных сочетаниях с ребрами, выступами, полостями сложной формы и стенками различной толщины, с повышенными требованиями к механическим характеристикам и шероховатости поверхности.
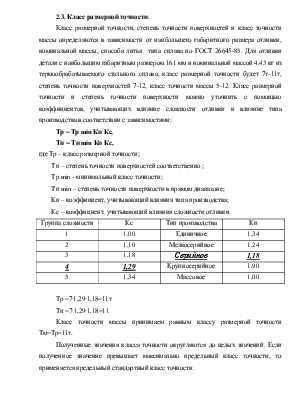
2.3. Класс размерной точности.
Класс размерной точности, степень точности поверхностей и класс точности массы определяются в зависимости от наибольшего габаритного размера отливки, номинальной массы, способа литья типа сплава по ГОСТ 26645-85. Для отливки детали с наибольшим габаритным размером 161 мм и номинальной массой 4,43 кг из термообрабатываемого стального сплава, класс размерной точности будет 7т-11т, степень точности поверхностей 7-12, класс точности массы 5-12. Класс размерной точности и степень точности поверхности можно уточнить с помощью коэффициентов, учитывающих влияние сложности отливки и влияние типа производства в соответствии с зависимостями:
Тр = Тр min Кп Кс,
Тп = Тп min Кп Кс,
где Тр – класс размерной точности;
Тп – степень точности поверхностей соответственно ;
Тр min - минимальный класс точности;
Тп min – степень точности поверхности в прямом диапазоне;
Кп – коэффициент, учитывающий влияния типа производства;
Кс – коэффициент, учитывающий влияния сложности отливки.
|
Группа сложности |
Кс |
Тип производства |
Кп |
|
1 |
1,00 |
Единичное |
1,34 |
|
2 |
1,10 |
Мелкосерийное |
1,24 |
|
3 |
1,18 |
Серийное |
1,18 |
|
4 |
1,29 |
Крупносерийное |
1,90 |
|
5 |
1,34 |
Массовое |
1,00 |
Тр =7∙1,29∙1,18=11т
Тп =7∙1,29∙1,18=11
Класс точности массы принимаем равным классу размерной точности Тм=Тр=11т.
Полученные значения класса точности округляются до целых значений. Если полученное значение превышает максимально предельный класс точности, то применяется предельный стандартный класс точности.
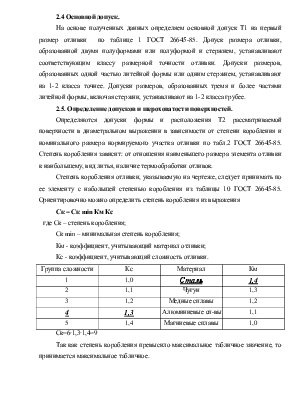
2.4 Основной допуск.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.