Практическая работа №1
Проектирование отливок.
Цель работы: Научиться проектировать отливки, получаемые различными способами литья.
Работу выполнили: ст. гр. ВТ-106 Давыдов П.В., Горяйнов Р.В.
Работу проверил: Зяблицев В.В.
1. Анализ исходных данных:
· Годовая программа – 3000 шт.
· Метод литья – литье в кокиль.
Определяем положение поверхности разъема:
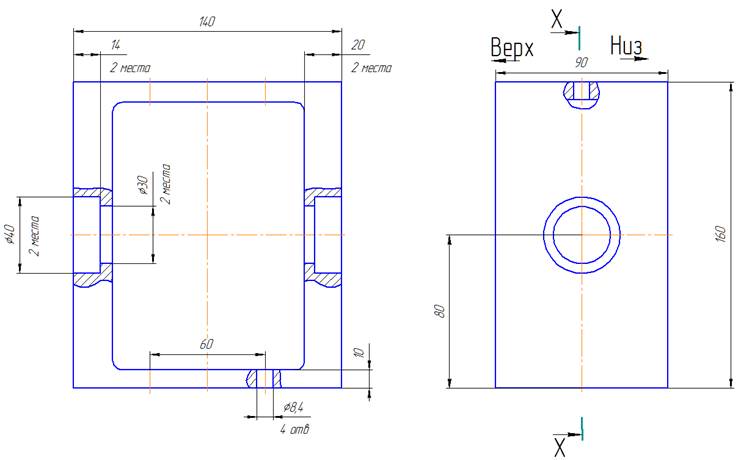
2. Определение группы сложности отливки:
Группа сложности отливки ориентировочно оценивается коэффицентом сложности – Кс:
Кс=q/Gф,
где q – масса детали, кг; Gф – масса фигуры, описанной вокруг детали, кг.
Т.к. Кс=0,53…0,35, то отливка относится ко II-ой группе сложности.
3. Определение класса размерной точности, степени точности поверхности:
Tр= Тр min·Kп·Кс,
Тп=Тп min· Kп·Кс,
· Тр– класс размерной точности,
· Тп – степень точности поверхностей,
· Тр min – минимальный класс точности,
· Тп min – степень точности поверхности в принятом диапазоне,
· Кп – коэффициент, учитывающий влияние типа производства,
· Кс – коэффициент, учитывающий влияние сложности отливки.
Тр=7·1,1·1,18=9
Тп=8·1,1·1,18=10
4. Определяем степень коробления отливки:
Ск=Ск min·Км·Кс,
· Ск – степень коробления,
· Ск min – минимальная степень коробления,
· Км - коэффициент, учитывающий материал отливки,
· Кс - коэффициент, учитывающий сложность отливки.
Ск=2·1,4·1,1=3
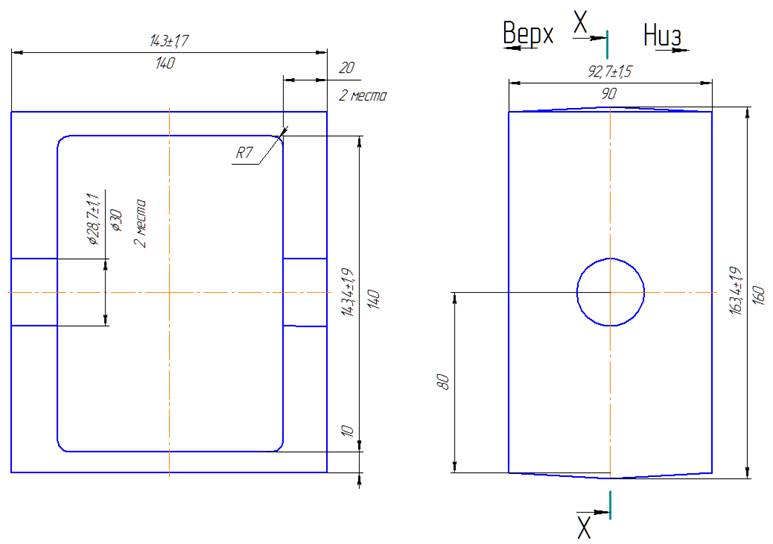
5. На основе полученных данных определяем значения допусков, припусков на обработку, размеры отливки:
|
Lд |
Т1 |
Т2 |
Т3 |
Т4 |
Т0 |
Z |
L0 |
|
140 |
2,4 |
0,24 |
1,2 |
- |
3,84 |
1,7 |
143,4±1,9 |
|
160 |
2,4 |
0,24 |
1,2 |
- |
3,84 |
1,7 |
163,4±1,9 |
|
Ø30 |
1,8 |
0,2 |
1,2 |
0,8 |
4 |
1,7 |
26,6±2 |
|
90 |
2,2 |
0,2 |
- |
- |
2,4 |
1,9 |
93,8±1,2 |
|
10 |
1,4 |
0,2 |
1,2 |
- |
3,8 |
1,7 |
13,4±1,9 |
|
20 |
1,6 |
0,2 |
1,2 |
- |
3 |
1,6 |
23,2±1,5 |
6. Определяем радиусы закруглений и формовочные уклоны:
Технические условия
1. Твердость НВ 200 – 220 НВ
2. Литейные уклоны 20
3. Точность отливки 8 – 5 – 4 – 7 ГОСТ 26645 – 85
4. Поверхностные раковины на необработанные поверхности не допускаются.
5. Не указанные радиусы R2
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.