


























Кафедра ТМС
Руководитель Зяблицев В.В.
Исполнитель Иванов И.И.
2010 г.
Введение 4
1. Анализ исходных данных 4
2. Анализ технологичности сборочной единицы 5
3. Расчет сборочной размерной цепи 6
4. Описание конструкции детали и ее эксплуатации 7
5. Анализ технологичности конструкции детали 8
6. Определение типа производства 9
7. Выбор заготовки. Выбор заготовки 10
8. Определение последовательности обработки поверхности детали 11
9. Размерный анализ детали 1
10. Определение припусков на обработку (на одну поверхность) 12
11. Обоснование выбора оборудования и оснастки 15
12. Расчет режимов резания 16
13. Расчет норм времени 21
Заключение 23
Список литературы 24
Приложения
Приложение1 Сборочный чертёж и спецификация узла «Коробка угловая»
Приложение2 Схема сборки узла «Коробка угловая»
Приложение3 Комплект документов на технологический процесс сборки узла «Коробка угловая»
Приложение4 Чертёж детали «Вал»
Приложение5 Комплект документов на технологический процесс механической обработки детали «Вал»
Приложение5 Схема наладки на операцию механической обработки
Введение
Курсовая работа по дисциплине «Технология машиностроения» выполняется с целью закрепления знаний, полученных в процессе изучения дисциплин технологического цикла, приобретения навыков проектирования технологических процессов сборки изделий машиностроения и разработки технологических процессов изготовления деталей машин.
К задачам курсовой работы относятся:
1. Разработка схемы сборки и технологического процесса сборки узла «Коробка угловая»,
2. Разработка технологического процесса изготовления детали «Вал»,
3. Разработка схема наладки на операцию механической обработки.
1.Анализ исходных данных
Исходными данными для выполнения курсовой работы являются:
Сборочный чертёж узла «Коробка угловая»,
Годовая программа выпуска – 1000 изделий.
Коробка угловая представляет собой коробку передач, предназначенную для передачи крутящего момента посредством конической зубчатой передачи. Крутящий момент может передаваться напрямую, непосредственно через вал 4, или в двух направлениях: напрямую через вал 4 и через коническую передачу на вал 3.
Коробка угловая состоит из следующих основных узлов и деталей: корпус, вал, вал в сборе, четырех крышек в сборе, стакана в сборе, рычага.
Переключение рабочего положения осуществляется при помощи рукоятки 19, которая фиксирует его установкой рукоятки в соответствующее положение.
2. Анализ технологичности конструкции сборочной единицы.
Сборочная единица «Коробка угловая» состоит из 7-ти узлов, 24 наименований деталей и 22 наименований стандартных изделий. Конструкция сборочной единицы должна обеспечивать возможность компоновки из стандартных и унифицированных частей.
Сборка изделия не требует применения сложной технологической оснастки.
Компоновка сборочной единицы обеспечивает общую сборку без промежуточной разборки и повторных сборок составных частей.
Компоновка составных частей сборочной обеспечивает удобный доступ к местам, требующим контроля, регулировки и проведения других работ, регламентированных технологией подготовки изделия к функционированию и технического обслуживания.
Соединение составных частей не требуeт сложной и необоснованно точной обработки сопрягаемых поверхностей.
Конструкции соединений составных частей не требует дополнительной обработки в процессе сборки.
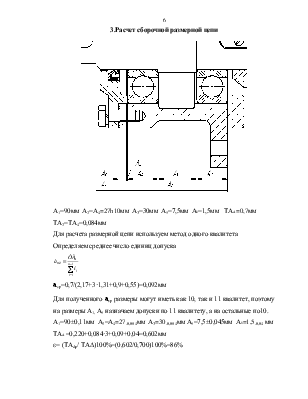
3.Расчет сборочной размерной цепи
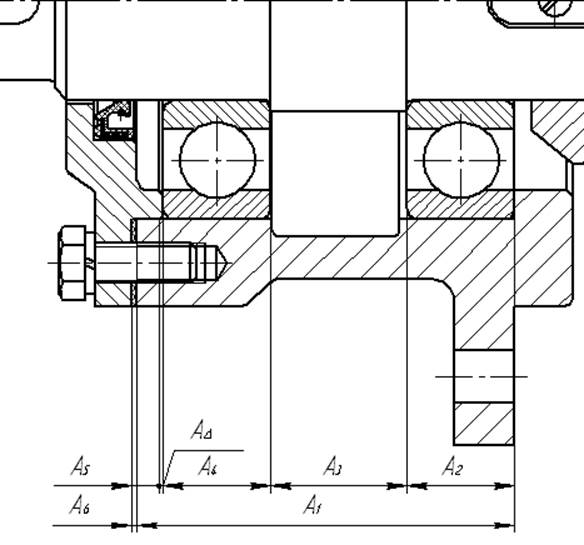
А1=90мм А2=А4=27h10мм А3=30мм А5=7,5мм А6=1,5мм ТА∆ =0,7мм
ТА2=ТА4=0,084мм
Для расчета размерной цепи используем метод одного квалитета
Определяем среднее число единиц допуска

аср=0,7/(2,17+3·1,31+0,9+0,55)=0,092мм
Для полученного аср размеры могут иметь как 10, так и 11 квалитет, поэтому на размеры А1, А5 назначаем допуски по 11 квалитету, а на остальные по10.
А1=90±0,11мм А2=А4=27-0,084мм А3=30-0,084мм А5=7,5±0,045мм А6=1,5-0,04 мм
ТА∆ =0,220+0,084·3+0,09+0,04=0,602мм
ε= (ТА∆р/ ТА∆)100%=(0,602/0,700)100%=86%
4.Описание конструкции детали и условий её эксплуатации
Деталью, на которую разработан технологический процесс механообработки, является вал.
Деталь представляет собой жесткий четырехступенчатый вал, имеющий два шпоночных паза. торцы вала имеют фаски, в местах перехода ступеней вал имеет проточки.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.