В качестве заготовки необходимо использовать сортовой прокат круглого сечения.
Важными показателями эффективности заготовки являются коэффициент использования металла и коэффициент весовой точности.
Здесь ![]() коэффициент использования материала;
коэффициент использования материала; ![]() коэффициент весовой точности;
коэффициент весовой точности; ![]() масса детали;
масса детали; ![]() масса заготовки;
масса заготовки; ![]() масса отходов.
масса отходов.
8.Определение последовательности обработки поверхностей детали
ø![]()
черновое точение
чистовое точение
черновое шлифование
чистовое шлифование
ø![]()
черновое точение
чистовое точение
Остальные поверхности получаем после сверления, фрезерования, чернового точения.
9.Размерный анализ детали
В операции 015 при получении размера ![]() принцип совмещения баз не выполняется, поэтому определим размерную цепь и рассчитаем
технологические допуски составляющих звеньев.
принцип совмещения баз не выполняется, поэтому определим размерную цепь и рассчитаем
технологические допуски составляющих звеньев.
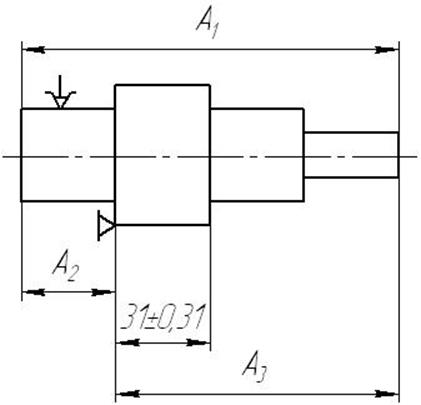 Введем технологический размер
Введем технологический размер ![]() .
.
Проверка:
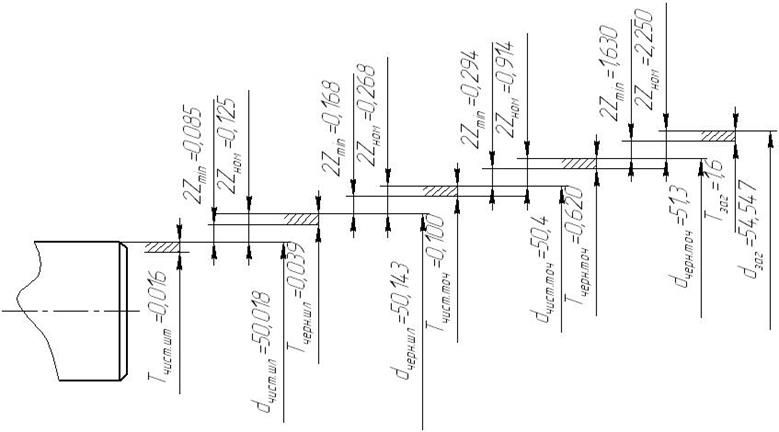
10.Определение припусков на обработку
Наружная цилиндрическая поверхность: Ø50,018-0,016 , шероховатость Ra не более 0,63 мкм.
Технологический маршрут обработки поверхности с диаметром Ø50,018-0,016состоит из чернового и чистового точения, чернового и чистового шлифования.
Определим высоту микронеровностей Rz и величину дефектного слоя h ([2], т.1, стр.181):
заготовки (прокат обычной точности) Rz=160мкм,h=250мкм;
после чернового точения Rz=63мкм, h=60мкм;
после чистового точения Rz=20мкм, h=30мкм.
после чернового шлифования Rz=10мкм, h=20мкм;
после чистового шлифования Rz=3,2мкм, h=12мкм.
Заготовка: прутокØ![]()
|
Переход |
ITi |
Элементы припуска, мкм. |
2Zmin |
Допуск на размер,мм |
Предельные размеры, мм. |
Исполнительный размер, мм |
2Zном |
||||
|
Rz |
h |
|
|
dmax |
dmin |
||||||
|
0. заготовка |
17 |
160 |
250 |
400 |
- |
- |
1,600 |
54,547 |
52,947 |
54,547-1,6 |
- |
|
1. черновое точение |
14 |
63 |
60 |
24 |
40 |
1,630 |
0,620 |
51,317 |
50,697 |
51,3-0,620 |
2,250 |
|
2. чистовое точение |
10 |
20 |
30 |
16 |
0 |
0,294 |
0,100 |
50,403 |
50,303 |
50,4-0,100 |
0,914 |
|
3. черновое шлифование |
8 |
10 |
20 |
13 |
30 |
0,168 |
0,039 |
50,143 |
50,104 |
50,14-0,039 |
0,268 |
|
4. чистовое шлифование |
6 |
3,2 |
12 |
0 |
0 |
0,086 |
0,016 |
50,018 |
50,002 |
50,018-0,016 |
0,125 |
Так как в качестве
заготовки выбран пруток ø![]() , то
максимальный размер заготовки будет ø
, то
максимальный размер заготовки будет ø![]()
Определим суммарные
значения пространственных отклонений ![]() . Пространственные
отклонения заготовки, прошедшей термическую обработку определяются по формуле:
. Пространственные
отклонения заготовки, прошедшей термическую обработку определяются по формуле:
![]()
где ![]() кривизна детали (
кривизна детали (![]() =0,12
=0,12![]() *80
*80![]() =9,6
=9,6![]() ,
,
где ![]() - удельное коробление ([2], т.1, стр.181), l – длина заготовки),
- удельное коробление ([2], т.1, стр.181), l – длина заготовки),
![]() погрешность
зацентровки (
погрешность
зацентровки (![]() .)
.)
Тогда ![]()
После чернового точения:
![]() ,
,
После чистового точения:
![]()
После чернового шлифования:
![]() ,
,
После чистового шлифования:
![]() .
.
где ку – коэффициент уточнения ([2], т.1, стр.190)
На основании записанных в таблице данных приводим расчет минимальных значений межоперационных припусков, пользуясь основной формулой:
![]() .
.
Минимальный припуск под чистовое шлифование:
![]() .
.
Минимальный припуск под черновое шлифование:
![]()
Минимальный припуск под чистовое точение:
![]() .
.
Минимальный припуск под черновое точение:
![]()
Рассчитаем минимальные и максимальные размеры:
d4max=50,018;
d3max= d4max+2![]() +T3=50,018+0,086+0,039=50,143мм;
+T3=50,018+0,086+0,039=50,143мм;
d2max= d3max+2![]() +T2=50,143+0,160+0.100=50,403мм;
+T2=50,143+0,160+0.100=50,403мм;
d1max= d2max+2![]() +T1=50,403+0,294+0,620=51,317мм.
+T1=50,403+0,294+0,620=51,317мм.
d0max= d2max+2![]() +T0=51,317+1,630+1,600=54,547мм.
+T0=51,317+1,630+1,600=54,547мм.
11.Обоснование выбора оборудования и оснастки
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.