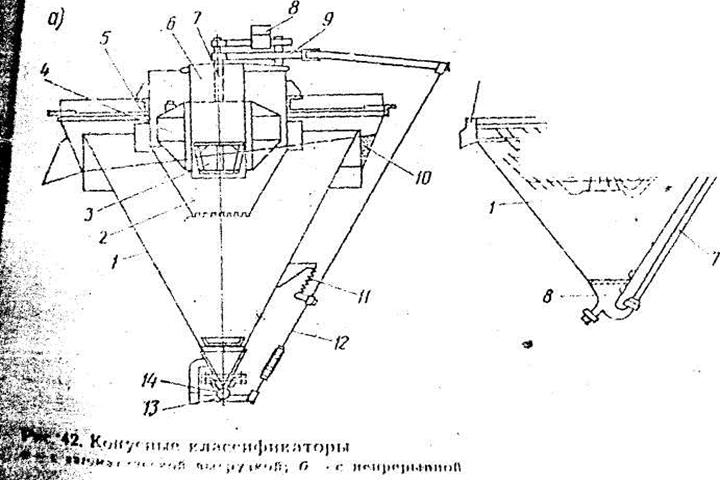
мере заполнения пульпой корпуса поплавок всплывает и через систему тяг и рычагов периодически открывает выпускное (выгрузочное)отверстие, откуда выгружается классифицированный песок. При подаче большого количества пульпы она не переливается через край корпуса, а заполняет цилиндр 5, поплавок всплывает выше, что создает возможность выгрузки максимального количества пульпы.
 |
 |
|||
 |
|||
 Технико-экономические показатели вертикального
классификатора ГДК-2-100
Технико-экономические показатели вертикального
классификатора ГДК-2-100
Производительность в м![]() /ч:
/ч:
- по исходной гидросмеси……………………….100
- по исходному продукту………………………...20
Расход воды в
м![]() /ч:
/ч:
- на классификацию………………………………100
- на гидротранспорт………………………………70
Граничная крупность классификации в мм:
- минимальная…………………………………….0,5
-максимальная…………………………………….3
Внешний диаметр обогатительной камеры в м……..0,91
Высота гидроклассификатора в м ……………………3,75
Масса гидроклассификатора в т………………………1,2
5. Процессы Центрифугирования
Наиболее эффективным способом формования жидких неоднородных систем под действием центробежных сил является центрифугирование, которое осуществляется в машинах, называемых центрифугами. Основная часть центрифуги – барабан со сплошными или дырчатыми стенками, вращающимися с большой скоростью на вертикальном или горизонтальном валу. Изготовление изделий кольцевого сечения центрифугированием получило широкое распространение по ряду причин, важнейшими из которых являются возможность полной механизации технологического процесса и высокое качество изделий.
Важным звеном подготовки и организации высокоэффективного производства центрифугированных изделий является точным расчётом технологических параметров процесса формования.
Определим основные параметры процесса центрифугирования при следующих начальных данных:
внутренний радиус изделия R1=58 см,
наружный радиус изделия R2=65 см,
толщина стенки изделия (слоя бетона) h=7 см,
объём воды затворения ВЗ=40 л,
начальный расход цемента Ц0=625 кг,
расчётный расход цемента Ц=566 кг,
относительное водосодержание Хнач=1,4; Хост=1,0;
истинная плотность цемента в цементном геле ρи=2,61 кг/м3,
коэффициент, численно равный объёму цементного геля бетонной смеси в долях единицы β=0,42,
коэффициент нормальной густоты бетонной смеси Кнг=0,27,
линейная касательная скорость на бандаже V=3000 см/с.
Определяем число оборотов формы в период распределения бетонной смеси на стадии формирования элемента кольцевого сечения:
 =
=  =93,4 об/мин.
=93,4 об/мин.
Определяем число оборотов формы в период уплотнения бетонной смеси. При известной линейной скорости вращения формы радиуса R2, измеренной на ободе бандажа, частоту вращения формы вычисляем по формуле:
 =
=  =441 об/мин.
=441 об/мин.
Определяем величину прессующего давления при максимальных оборотах формы на стадии уплотнения бетонной смеси:
 =
=  =2,2
кгс/см2.
=2,2
кгс/см2.
Определим время уплотнения бетонной смеси. Рассчитываем значение плотности жидкой фазы (ρж, кг/м3), а по ней определяем коэффициенты пористости бетонной смеси до (εнач) и после (εост).
 =
=  =1,26
кг/м3;
=1,26
кг/м3;
 =
=  =1,4
кг/м3.
=1,4
кг/м3.
Коэффициенты пористости бетонной смеси до и после уплотнения:
 =
= = 0.92
= 0.92
 =
= = 0.63
= 0.63
где В/Цнач=Хнач×Кнг+В3/Ц0=1.4×0.27+40/625=0.442
В/Цост=Хост×Кнг+В3/Ц=1×0.27+40/556=0.34
Где Ц0 – начальный расход цемента,
Ц – расчетный расход цемента,
В3 – расход воды,
Кнг – коэффициент нормальной густоты.
По установленным величинам коэффициентов пористости бетонной смеси рассчитываем величины пористости до и после ее уплотнения:
mнач= =
= =0.42
=0.42
mост= =
= =0.39
=0.39
На этом основании определяют значение коэффициента фильтрации жидкости при уплотнении смеси:
Кф= =
= =0.00075
=0.00075
Время, в течении которого достигается уплотнение бетона при центрифугировании изделия с максимальной частотой вращения формы рассчитывают по формуле:
tц= =
= = 9,43 мин,
= 9,43 мин,
где b - коэффициент, численно равный объему цементного геля в бетонной смеси, в долях единицы.
Общее время центрифугирования:
tф=tрасч+tц+tост= 4+9,43+4= 17.43мин
tрасч»tост»3…5мин
6. ПРОЦЕССЫ ПЕРЕМЕШИВАНИЯ
Перемешивание компонентов – одна из важнейших операций при производстве строительных материалов и изделий, т.к. от нее в значительной мере зависит качество выпускаемой продукции. Смешивание должно обеспечить однородность массы по количеству
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.