Федеральное агентство по образованию
Тульский государственный университет
КАФЕДРА ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ
ОТЧЕТ
На тему:
«Фрезерование шеек коленвалов»
Студент
Преподаватель______________________________ . . Феофилов
Тула – 2010
Изготовление коленчатых валов двигателей
Коленчатый вал является одной из наиболее ответственных деталей поршневых двигателей. Он служит для преобразования возвратно-поступательного движения шатунно-поршневой группы во вращательное и передает крутящий момент трансмиссии. При этом коленчатый вал испытывает сложные нагрузки, подвергаясь скручиванию и изгибу. Конструкция и размеры коленчатых валов определяются типом двигателя, числом цилиндров и их расположением.
Коленчатые валы автомобильных двигателей имеют от двух до девяти опор. Число шатунных шеек при однорядном расположении коленчатого вала равно числу цилиндров. При V-образной конструкции двигателя число шатунных шеек в два раза меньше числа цилиндров. Число коренных шеек обычно принимают на единицу больше числа цилиндров. Для мало нагруженных однорядных двигателей коленчатые валы могут изготовляться с меньшим количеством опор. Однако в связи с ростом расстояния между опорами размеры шеек коленчатого вала для сохранения необходимой жесткости приходится увеличивать.
|
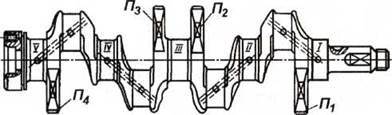
Рис. 5.12. Схема коленчатого вала двигателя автомобиля ВАЗ-2106 |
На рис. 5.12 показана конструкция коленчатого вала двигателя автомобиля ВАЗ-2106. Вал имеет пять опорных коренных и четыре шатунные шейки. Щеки коленчатого вала, прилегающие к коренным шейкам /, /// и V, имеют развитые противовесы П1 ... П4, служащие для уравновешивания сил инерции и моментов этих сил. Для смазывания трущихся поверхностей шатунных шеек в вале просверлены масляные каналы, обеспечивающие подачу масла от коренных шеек.
Задняя часть вала – хвостовик - имеет фланец, к которому восемью самостопорящимися болтами крепится маховик, фиксируемый центральным отверстием.
Для обеспечения при сборке строго определенного положения маховика по отношению к коленчатому валу, отверстия для болтов во фланце маховика располагаются несимметрично. Для установки подшипника первичного вала коробки передач в торце фланца растачивается отверстие диаметром 34,4 мм.
На переднем конце коленчатого вала устанавливаются звездочка цепного привода механизма газораспределения и шкив генератора, которые фиксируются при помощи сегментной шпонки, и крепятся храповиком, затягиваемым с торца вала.
Коленчатый вал является весьма нетехнологичной деталью вследствие недостаточной жесткости и сложности его конструкции. Поэтому, учитывая высокие требования к точности его изготовления, при разработке процесса механической обработки особое внимание уделяют выбору методов базирования, закрепления и последовательности выполнения операций.
Основные показатели механической обработки валов. Напряженные условия работы коленчатых валов обусловливают высокие требования к точности их размеров, геометрической формы и взаимного расположения поверхностей.
Механическая обработка основных поверхностей коленчатых валов характеризуется следующими осредненными параметрами:
коренные и шатунные шейки должны обрабатываться по 6 ... 7 квалитетам с допуском 0,01 ... 0,005 мм;
допуск формы рабочих шеек должен составлять не более
0,004 мм;
допуск биения в заданном направлении должен быть в пределах: для коренных шеек — 0,01 ... 0,05 мм, для торца фланца на длине радиуса — 0,02 ... 0,05 мм;
отклонение от плоскостности торца фланца должно быть не более 0,04 ... 0,1 мм;
• отклонение от параллельности осей шатунных, крайних коренных шеек не должно превышать 0,01 ... 0,03 мм по длине шейки;
• значение параметра шероховатости поверхности коренных и шатунных шеек должно находиться в пределах Ra = 0,32 ... 0,16 мкм;
• дисбаланс коленчатых валов 15 ... 40 гмм;
• коренные и шатунные шейки после термообработки должны иметь твердость 60 ... 63 НRСэ при глубине закаленного слоя 3,0 ... 4,5 мм.
Коленчатые валы в основном изготовляют из качественных и легированных сталей или из модифицированного чугуна. Материалы для изготовления коленчатых валов должны обладать высоким сопротивлением усталости, вязкостью, износостойкостью, пределом прочности 750 ... 850 МПа и пределом упругости 600 ... 650 МПа. Такими материалами являются углеродистые стали 45А, 45, 45Г2. Для форсированных двигателей применяют легированные стали 8Х2НЧВА, Г8НМА, 40ХНМА, 42ХМФА.
Литые коленчатые валы изготовляют из высокопрочного магниевого чугуна с шаровидной формой графита. Механические свойства такого чугуна не отличаются от свойств высококремнистых сталей, содержащих графит шаровидной формы. Заготовки из этого чугуна имеют плотную структуру и хорошо обрабатываются режущими инструментами.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.