Предварительное шлифование пяти коренных шеек и поверхности под манжету производится на специальных шестикруговых шлифовальных станках, снабженных электроиндуктивными приборами активного контроля. Станки имеют автоматическую за грузку и автоматическую правку кругов. Правка кругов осуществляется алмазными роликами прямого профиля по копиру после обработки каждых 15 ... 20 валов.
Коленчатый вал на станке устанавливается в центрах с дополнительной опорой под третьей коренной шейкой. Закрепление и привод детали осуществляются по поверхности хвостовика (см. таблицу 5.4, операция 30).
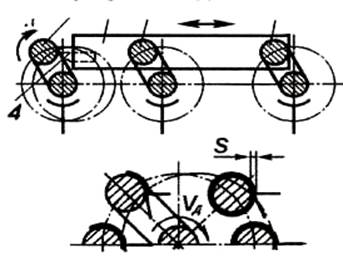
Предварительное обтачивание четырех шатунных шеек выполняется на специальном токарном двухпозиционном станке с двусторонним приводом, с автоматической загрузкой. Базирование детали производится по первой и пятой коренным шейкам с осевой фиксацией по торцу хвостовика и угловой ориентацией по технологическим площадкам противовесов П и П4. Для повышения жесткости детали при обработке устанавливается гидравлический люнет под третьей коренной шейкой (см. таблицу 5.4, операция 40).
При обработке вал 1 вращается синхронно с эталонным валом 3 относительно оси коренных шеек, а
|
Рис. 5.13. Схема обточки шатунных шеек коленчатого вала |
суппорты 2 с инструментами 4 перемещаются вместе с обрабатываемыми шатунными шейками (рис. 5.13).
Сверление масляных каналов в шатунных и коренных шейках, развертывание отверстий под заглушки, сверление, зенкерование, растачивание отверстий под подшипники, фрезерование лыски на хвостовике, шпоночной канавки, снятие фасок в восьми отверстиях фланца и нарезание резьбы в шести отверстиях производятся на пятидесятидвухпозиционной автоматической линии. Линия состоит из двух участков, на которых работают по шесть агрегатных станков. Перед первым участком имеется накопитель на 26 деталей, между участками накопитель на 48 деталей. Линия имеет одну контрольную и две поворотные позиции.
Деталь устанавливается по первой и пятой коренным шейкам, угловая ориентация осуществляется по технологическим площадкам шатунных шеек, а осевая по торцу. После выполнения этой операции вал промывается, тщательно продуваются масляные каналы для полного удаления остатков стружки, и деталь направляется на установку ТВЧ для закалки коренных и шатунных шеек. Установка ТВЧ расположена в начале автоматической линии. Поверхностное упрочнение коренных и шатунных шеек выполняется в три перехода.
На первом переходе осуществляется индукционный нагрев шатунных шеек с последующим их охлаждением душем в водном растворе пассивирующего вещества. На втором переходе осуществляют закалку коренных шеек. Отпуск шатунных и коренных шеек проводят в среде горячего воздуха при температуре 160 ... 190°С с выдержкой около 2 ч. Закалка рабочих поверхностей вала проводится на глубину 2 ... 2,5 мм до твердости 51,5 ... 53,5 HRC. Структура закаленного слоя должна представлять собой мелко игольчатый мартенсит или тростомартенсит. Установка вала для закалки осуществляется в центрах с упором в торец фланца и хвостовика, закрепление и привод - по поверхности хвостовика.
Окончательное шлифование пяти коренных шеек коленчатого вала и поверхности под манжету ведется на станках такой же модели, что и для предварительной обработки. Станки оснащены механизмом автоматической загрузки и разгрузки, имеют бесступенчатое регулирование скоростей кругов, устройства активного контроля и автоматической правки алмазными роликами.
Установка детали на станке осуществляется в центрах, продольная фиксация по шлифованному торцу пятой коренной шейки, крутящий момент передается поводковым патроном через отверстия во фланце. Для повышения жесткости второй и четвертой коренных шеек вала устанавливаются гидравлические люнеты (см. таблицу 5.4, операция 100).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.