Федеральное агентство по образованию РФ
Тульский государственный университет
Кафедра ’’Технология машиностроения’’
Контрольно-курсовая работа по дисциплине «Обработка сложных поверхностей на тему»:
Обработка глобоидных червяков и червячных колес
Выполнил:
ст. гр.
проверил:
д.т.н., профессор /Феофилов Н. Д.
Тула 2010
Содержание
1.Нарезание глобоидных червяков резцами 3
2.Нарезание глобоидных червяков многозубой резцовой головкой 6
3.Полирование профиля витка глобоидного червяка 9
4.Прикатка профиля витка глобоидного червяка 10
5.Нарезание глобоидного колеса резцами 11
6.Нарезание глобоидных червячных колес специальными фрезами 14
1.Нарезание глобоидных червяков резцами.
Геометрия образования витков глобоидного червяка нa зубофрезерном станке требует, в отличие от цилиндрических червяков, установки червяка в инструментальный шпиндель станка, а режущего инструмента — на стол станка. Изменение угла подъема витка черника не позволяет получить теоретически правильный профиль витка при нарезании объемным инструментом.
Окончательное нарезание витка глобоидного червяка в подавляющем большинстве случаев производится только одним или несколькими последовательными резцами. Нарезание витка червяка одним или двумя профильными резцами применяется только при единичном или мелкосерийном производстве.
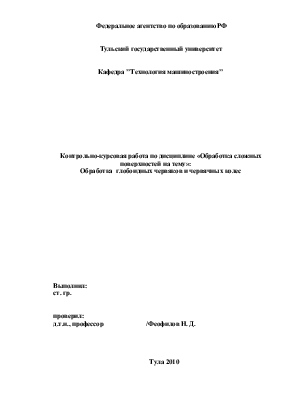
Нарезание витка глобоидного червяка резцом производится следующим образом. Для установки червяка в шпинделе станка на одном из концов червяка выполняется технологический конус с лысками по размерам посадочного места шпинделя либо другого размера при наличии переходной втулки. Нарезаемый червяк должен быть точно установлен в шпинделе станка, при этом режущая кромка резца должна лежать в осевой плоскости червяка, совпадающей с плоскостью вращения резца. Центр глобоида червяка относительно оси вращения резцов устанавливается путем выверки размера С от центра глобоида до базового торца. Точность установки червяка, резцов и приспособлений при предварительном нарезании червяка регламентируется только лишь величиной припуска на окончательное нарезание: чем точнее произведена установка, чем меньший припуск можно оставлять на окончательное нарезание, по припуск должен быть не менее 0,3—0.5 мм на сторону.
Проверка отсутствия смещения кромок из осевой плоскости червяка и параллельности кромок плоскости вращения резцов производится при помощи штангеля высоты, снабженного индикатором, а смещение центра глобоида от оси вращения резцов — специальным шаблоном (рис.1).
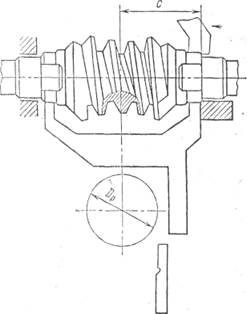
Рис.1. Установка червяки по центру глобоида специальным шаблоном и щупом
Пpoцecc предварительного нарезания происходит с применением радиальной подачи при сближении до чертежного межосевого размера по жесткому упору или индикатору, фиксирующему сближение центра вращения резцов и червяка до заданного размера. Предварительное нарезание червяка может производиться одним резцом с размером зуба, меньше размера впадины червяка на 0,0—1,0 мм, но для облегчения условий резания, простоты изготовления резцов и точности их установки на державке желательно нарезание производить как минимум двумя резцами — одним правым и одним левым. Для увеличения производительности конструкция державки должна позволять установку большего количества резцов, но не более числа зубьев сопрягаемого колеса.
Установка резцов производится следующим образом (рис.2).
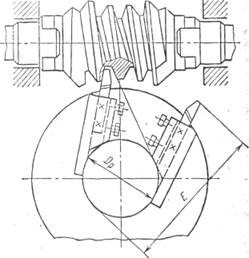
Рис 2. Установка резцов при нарезке глобоидного червяка одним резцом
В центральное отверстие тумбы устанавливают оправку, диаметр выступающей части которой должен быть равен диаметру профильной окружности Dpвитка червяка. Державка своим продолжением должна быть прижата к поверхности оправки, а боковая поверхность резца, являющаяся продолжением режущей кромки, должна быть прижата к опорной плоскости державки. Вылет (радиус) резца устанавливается по шаблону либо измерением размера Е. Настройка гитары производится, как для обычной зуборезной работы (табл.1). Hacтройка гитары скоростей производится как обычно. При наличии у станка коробки устанавливается на полученное число оборотов или близкое к нему. Окончательное нарезание зуба глобоидного червяка может производиться тем же инструментом, что и предварительная, с той лишь разницей, что при окончательном нарезании должны быть выдержаны все параметры витка червяка (точность по шагу и профилю), и также должна быть получена шероховатосгь поверхности витка порядка 7-8 (при отсутствии операции шлифования витка червяка). Для обеспечения точного профиля и шага, помимо применения станка необходимой точности, следует окончательное нарезание производить только круговой подачей на точно установленном межосевом расстоянии равном номинальному или отличающемся от него на заданную величину с целью получения модифицированной поверхности витков.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.