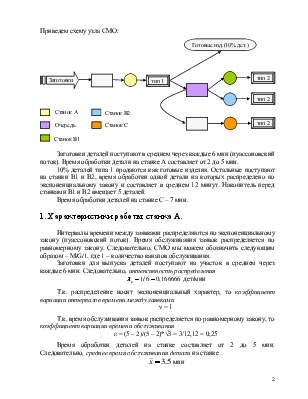









станки В1 и В2, время обработки одной детали на которых распределено по экспоненциальному закону и составляет в среднем 12 минут. Накопитель перед станками В1 и В2 вмещает 5 деталей.
Время обработки деталей на станке С – 7 мин.
1. Характеристики работы станка А.
Интервалы времени между заявками распределяются по экспоненциальному закону (пуассоновский поток). Время обслуживания заявок распределяется по равномерному закону. Следовательно, СМО мы можем обозначить следующим образом – М/G/1, где 1 – количество каналов обслуживания.
Заготовки для выпуска деталей поступают на участок в среднем через каждые 6 мин. Следовательно, интенсивность распределения
![]() дет/мин
дет/мин
Т.к. распределение носит экспоненциальный характер, то коэффициент вариации интервалов времени между заявками
ν = 1
Т.к. время обслуживания заявок распределяется по равномерному закону, то коэффициент вариации времени обслуживания
ε = (5 – 2)/(5 – 2)*√3 = 3/12,12 = 0,25
Время обработки деталей на станке составляет от 2 до 5 мин. Следовательно, среднее время обслуживания детали на станке
![]() мин
мин
Тогда интенсивность обслуживания заявок (среднее количество заявок, которое может быть обслужено одним каналом СМО в единицу времени)
![]()
Найдем нагрузку на СМО (величина, представляющая собой отношение интенсивности потока заявок к интенсивности, с которой СМО может их обслуживать)
Т.к. ρ < 1, то наша СМО нормально работает.
Т.к. мы имеем дело с разомкнутой СМО без ограничений
на очередь, то коэффициент загрузки U=![]() , который
показывает, какую часть от общего времени своей работы СМО выполняет
обслуживание деталей. U=0,583. Это означает, что СМО простаивает значительную
часть времени, т.е. используется нерационально. (т.к. U <
0,75).
, который
показывает, какую часть от общего времени своей работы СМО выполняет
обслуживание деталей. U=0,583. Это означает, что СМО простаивает значительную
часть времени, т.е. используется нерационально. (т.к. U <
0,75).
Найдем вероятность простоя СМО
![]()
Эта величина показывает, какую часть от общего времени работы СМО все ее каналы, т.е. станки, свободны, т.е. простаивают из-за отсутствия деталей.
Среднее число заявок в очереди (средняя длина очереди)

Среднее число заявок на обслуживании (т.е среднее число занятых станков)
![]()
Среднее число заявок в системе (т.е. в очереди и на обслуживании)
![]()
Среднее время ожидания в очереди (среднее время ожидания обслуживания)
Среднее время пребывания в системе (т.е. в очереди и на обслуживании)
![]()
Пропускная способность системы (среднее число заявок, обслуживаемых в единицу времени)
![]() ,
,
т.к. система разомкнутая без ограничений на очередь.
2. Характеристики работы группы станков В1 – В2
Интервалы времени между заявками распределяются по
экспоненциальному закону (пуассоновский поток). Время обслуживания заявок также
распределяется по экспоненциальному закону и составляет в среднем 12 мин.
Количество каналов обслуживания – 2 (два одинаковых станка). Перед станками
стоит накопитель, вмещающий 5 деталей. Поэтому станки В1-В2 могут быть представлены
как СМО типа М/М/2 с ограничением на длину очереди (![]() ).
).
Т.к. только 90% от деталей типа 1 поступают на обработку на станки В1-В2, то интенсивность входного потока заявок
![]()
Т.к. распределение носит экспоненциальный характер, то коэффициент вариации интервалов времени между заявками
ν = 1
Т.к. время обслуживания заявок распределяется по экспоненциальному закону, то коэффициент вариации времени обслуживания
![]()
Обработка одной детали занимает в среднем 12 мин,
поэтому среднее время обработки детали ![]() мин, интенсивность
обработки деталей на станках
мин, интенсивность
обработки деталей на станках
![]()
Найдем нагрузку на СМО (величина, представляющая собой отношение интенсивности потока заявок к интенсивности, с которой СМО может их обслуживать)
Вероятность простоя определяется по формуле:

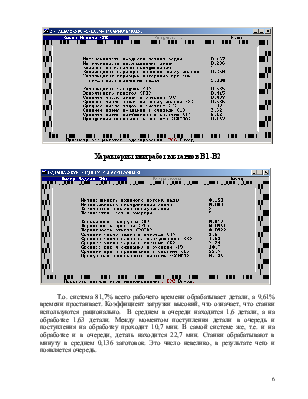
Т.о. всего 0,096234 от общего времени работы системы все ее каналы свободны, т.е. простаивают из-за отсутствия заявок.
Найдем вероятность отказа от выполнения заказа из-за занятости станков В1-В2 и наполнения накопителя:

Т.о. 0,09207 всех поступающих заявок не обслуживается системой из-за занятости ее каналов или большого количества заявок в очереди.
Коэффициент загрузки системы
![]()
Т.о. 0,817154 от общего времени система выполняет обслуживание заявок. Нормальный коэффициент загрузки – 0,75-0,85. Это означает, что наша система используется рационально.
Среднее число заявок в очереди (средняя длина очереди)

Среднее число заявок на обслуживании (т.е среднее число занятых станков)
![]()
Среднее число заявок в системе (т.е. в очереди и на обслуживании)
![]()
Среднее время ожидания
в очереди (среднее
время ожидания обслуживания) 
Среднее время пребывания в системе (т.е. в очереди и на обслуживании)
![]()
Пропускная способность системы (среднее число заявок, обслуживаемых в единицу времени)
![]()
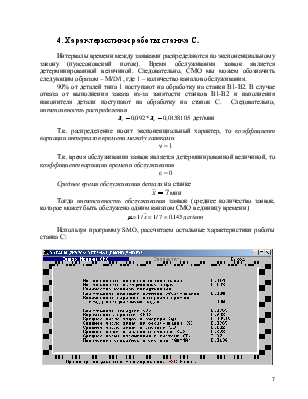
3. Проверка результатов на программе SMO.
Характеристики работы станка А
Итак, станок А 58,3% всего времени работы непосредственно обрабатывает
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.