САНКТ-ПЕТЕРБУРГСКИЙ ГОСУДАРСТВЕННЫЙ ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Лабораторная работа №1.2
Фрезерные работы, устройство и назначение универсального горизонтально-фрезерного станка
Выполнил
Олешкевич Д. В.
группа 3041/3
Проверил
Панов Д. А.
САНКТ-ПЕТЕРБУРГ
2011
1.Задание
Разработать последовательность фрезерной обработки заготовки детали №3, выбрать технологическую оснастку и режим обработки, составить технологический маршрут обработки
|
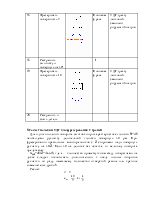
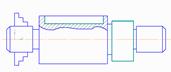
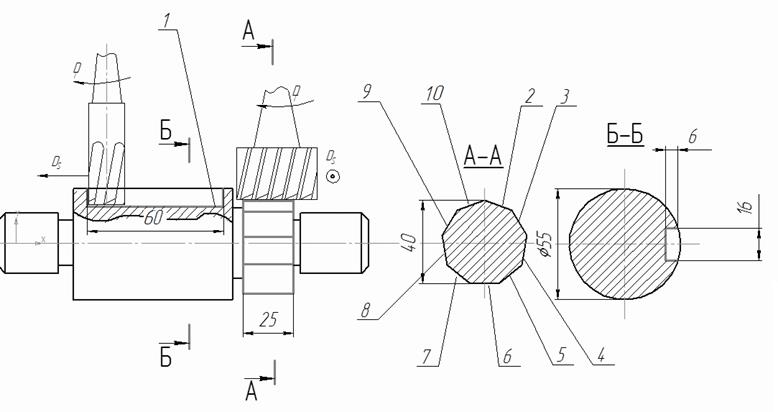
Эскиз детали
|
||||||||||
|
Размеры детали, мм |
Число граней (зубьев) |
Элементы режима резания |
||||||||
|
D |
L1 |
L2 |
b |
h |
D1 |
t, мм |
|
Sz, мм/зуб |
||
|
30 |
40 |
15 |
12 |
5 |
45 |
6 |
3 |
26 |
0,02 |
|
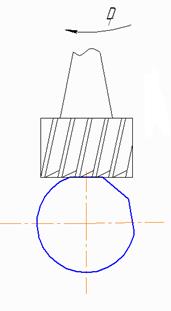
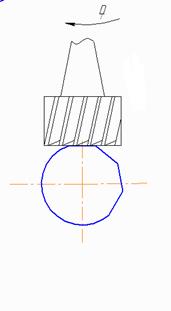
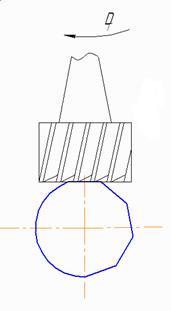
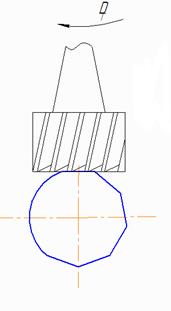
2.Эскиз детали с указанием поверхностей, подлежащих
обработке. 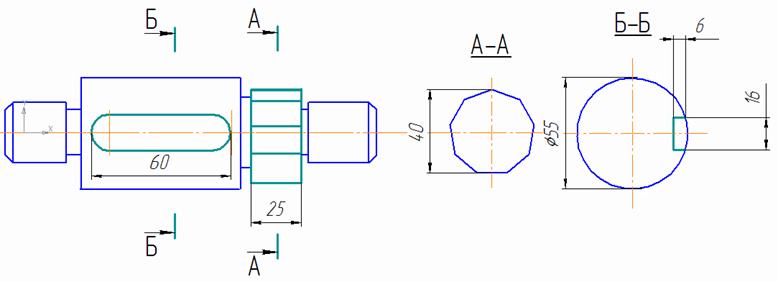
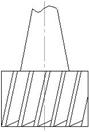
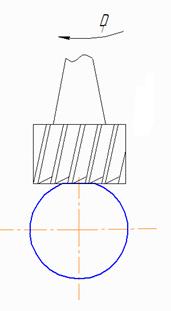
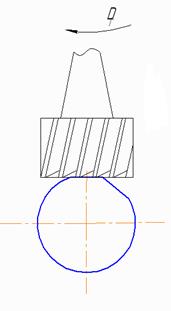
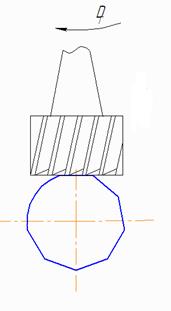
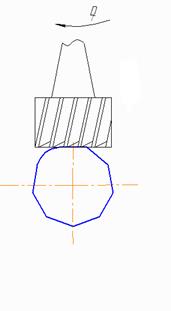
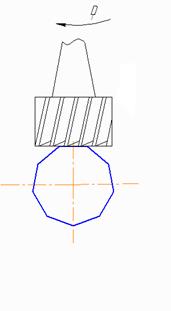
3.Схема фрезерования поверхностей.
4. Технологическая карта на изготовление детали.
|
Номер перехода |
Содержание перехода |
Эскиз перехода |
Режущий инструмент |
Приспособления |
|
1 |
Установить и закрепить заготовку и цилиндрическую фрезу |
|
УДГ,трехку-лачковый самоцент-рирующий патрон |
|
|
2 |
Фрезеровать шпоночный паз |
|
Циллиндрическая фреза |
УДГ,трехку-лачковый самоцент-рирующий патрон |
|
3 |
Переустановить и закрепить заготовку |
|
||
|
3 |
Заменить цилиндрическую фрезу на концевую |
|
Концевая фреза |
УДГ,трехкулач-ковый самоцентри-ирующий патрон |
|
4 |
Фрезеровать поверхность 2 |
|
Концевая фреза |
УДГ,трехку-лачковый самоцент-рирующий патрон |
|
5 |
Раскрепить заготовку и повернуть на 40° |
-//- |
||
|
6 |
Фрезеровать поверхность 3 |
|
Концевая фреза |
|
|
7 |
Раскрепить заготовку и повернуть на 40° |
-//- |
||
|
8 |
Фрезеровать поверхность 4 |
|
Концевая фреза |
УДГ,трехку-лачковый самоцент-рирующий патрон |
|
9 |
Раскрепить заготовку и повернуть на 40° |
-//- |
||
|
10 |
Фрезеровать поверхность 5 |
|
Концевая фреза |
УДГ,трехку-лачковый самоцент-рирующий патрон |
|
11 |
Раскрепить заготовку и повернуть на 40° |
-//- |
||
|
12 |
Фрезеровать поверхность 6 |
|
Концевая фреза |
УДГ,трехку-лачковый самоцент-рирующий патрон |
|
13 |
Раскрепить заготовку и повернуть на 40° |
-//- |
||
|
14 |
Фрезеровать поверхность 7 |
|
Концевая фреза |
УДГ,трехку-лачковый самоцент-рирующий патрон |
|
15 |
Раскрепить заготовку и повернуть на 40° |
-//- |
||
|
16 |
Фрезеровать поверхность 8 |
|
Концевая фреза |
УДГ,трехку-лачковый самоцент-рирующий патрон |
|
17 |
Раскрепить заготовку и повернуть на 40° |
-//- |
||
|
18 |
Фрезеровать поверхность 9 |
|
Концевая фреза |
УДГ,трехку-лачковый самоцент-рирующий патрон |
|
18 |
Раскрепить заготовку и повернуть на 40° |
-//- |
||
|
19 |
Фрезеровать поверхность 10 |
|
Концевая фреза |
УДГ,трехку-лачковый самоцент-рирующий патрон |
|
20 |
Раскрепить и снять деталь |
Для одного полного поворота заготовки при характеристике головки N=40 необходимо рукоятку делительной головки повернуть 40 раз. При фрезеровании правильных многогранников с Z сторонами надо повернуть рукоятку на 40/Z. Если 40 не делится без остатка, то величину поворота представим:
nрук=40/Z=A+a/b, где a – количество промежутков между отверстиями на диске следует отсчитывать дополнительно к числу полных оборотов рукоятки по ряду, имеющему количество отверстий равное или кратное знаменателю дроби b.
Расчет:
![]()
![]()
т.е. необходимо произвести 4 полных оборотов рукоятки и добавить 4/9 оборота. На диске УДГ находим круговой ряд отверстий , кратный знаменателю 9. Этими числами являются 45 и 54. Большей точности соответствует окружность с большим количеством отверстий, таким образом величина поворота рукоятки:
 ,
,
где 24 показывает число промежутком на диске, на которое нужно перевести фиксатор рукоятки по круговому ряду диска с числом отверстий 54 после четырех полных оборотов.
Исходные данные:
υ= 23 (м/мин) – скорость резания
sZ= 0,04 (мм/зуб) – подача на зуб фрезы
z=9 - число зубьев фрезы
D=40 – диаметр фрезы
Найти глубину фрезерования t , для фрезерования 9 граней, частоту вращения шпинделя n и минутную подачу sM.
![]()
Выбираем ближайшую меньшую
подачу на станке:![]()
Пересчитаем подачу на зуб и на один оборот фрезы
Глубина фрезерования для числа поверхностей z=9 при диаметре заготовки D=55 (мм)
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.