Цель работы: знания назначения и устройства гибкого токарного производственного модуля модели 16А20Ф3 М132, основ работы числового программного управления модулем; умения находить составные части модуля, давать характеристику их работы и по заданной траектории движения режущего инструмента при изготовлении детали методом точения определять оперативное время на обработку.
Общие сведения
В повышении эффективности производства, улучшении качества продукции и условий труда рабочего особая роль отводится комплексной автоматизации производственных процессов. Для единичного и мелкосерийного производств высшая степень автоматизации достигается в условиях работы гибкого автоматического производства (ГАП). ГАП – производственная единица (линия, участок, цех, завод), функционирующая на основе безлюдной технологии. Работа всех производственных ячеек ГАП координируется многоуровневой системой управления, обеспечивающей быструю смену технологии изготовления изделия при замене объекта производства.
ГАП имеет в своём составе гибкие производственные модули (ГПМ), представляющие собой производственные комплексы, каждый из которых состоит из технологического оборудования, промышленного робота и ряда других обслуживающих устройств. ГПМ может работать в составе ГАП с централизованным управлением от общей ЭВМ либо автономно – по самостоятельной управляющей программе.
Гибкий токарный производственный модуль 16А20Ф3 М132 предназначен для выполнения всех видов токарных работ на штучных заготовках с диаметрами до 250 мм и длинами до 500 мм. Его используют в мелкосерийном и единичном производствах, обеспечивая в этих условиях быструю переналадку с изготовления одного изделия на другое с помощью рабочего-наладчика или по командам управляющей ЭВМ.
Состав и устройство гибкого токарного модуля (ГТМ)
Гибкий токарный модуль 16А20Ф3 М132 является технологическим комплексом, состоящим из токарного станка 1 модели 16А20Ф3, промышленного робота 5, тактового стола 6, управляющих стоек 2 и 3 (для станка и робота), электрошкафа тактового стола 7 (рис. 1.48). На стойке 3 находится пульт 4 управления движениями робота 5. Станок 1, робот 5 и тактовый стол 6 гибкого модуля имеют устройства числового программного управления (ЧПУ).
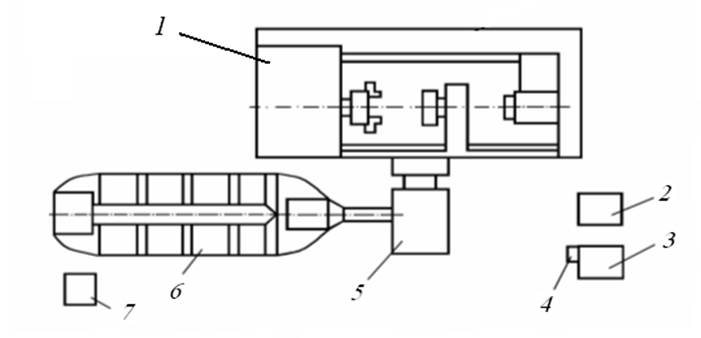
Рис. 1.48. Гибкий токарный производственный модуль модели 16А20Ф3 М132
Управление технологическим оборудованием с ЧПУ осуществляется от программоносителя, на который в закодированном виде записывают управляющую программу. Программа представляет собой последовательность команд, обеспечивающих выполнение заданного алгоритма функционирования оборудования в целом и отдельных его элементов.
Для обозначения станков с ЧПУ к основному цифровому индексу модели станка добавляется один из следующих индексов: Ф2, Ф3, Ф4. Различие в индексе моделей станков характеризует различие систем
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.