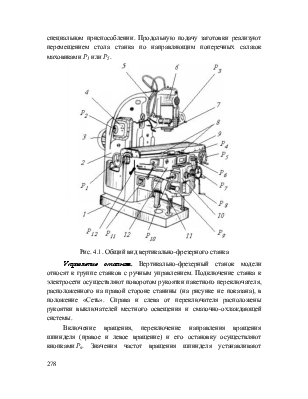




ограничивающих величину хода стола отключением движения подачи из-за поворота рукоятки Р4в нейтральное положение.
Механические поперечные и вертикальные движения поперечных салазок 12 и консоли 10 станка реализуют с помощью одной рукоятки Р10 путем перемещения ее из нейтрального положения в направлении требуемого перемещения заготовки.
Значения подач продольного стола, поперечных салазок и консоли станка устанавливают рукояткой Р9 выдвижением ее вперед из исходного положения и последующим поворотом на позицию, соответствующую необходимому значению подачи в минуту Sм. При этом значение вертикальной подачи получается вдвое меньше, чем указано на коробке подач.
С помощью маховика Р3 можно перемещать в вертикальном направлении шпиндель станка с инструментом, что используют для установки фрезы в определенное положение относительно заготовки и для установки глубины фрезерования.
С целью увеличения жесткости конструкции станка путем закрепления консоли на вертикальных направляющих станины и поперечных салазок на консоли используют соответственно рукоятки Р11 и Р12.
Содержание работы
Работа проводится на горизонтально–фрезерном и вертикально–фрезерном станках. Каждому студенту предоставляется индивидуальное рабочее место.
В содержание работы входят перечисленные далее упражнения и комплексная работа.
Упражнения в управлении фрезерным станком. Пуск и остановка электродвигателя станка. Включение и выключение привода главного движения и привода движений подач (рабочей и ускоренной). Установка заготовок на столе с помощью прихватов и в тисках. Установка и закрепление фрезы. Упражнения в управлении столом (ручное и автоматическое).
Снятие пробной стружки на длине 4–5 мм при заданной глубине резания. Контроль размера. Снятие стружки на длине 20–30 мм ручной подачей. Установка фрезы на глубину резания по лимбу вертикальной подачи стола. Фрезерование горизонтальной поверхности механической подачей стола. Контроль размеров. Техническое обслуживание рабочего места. Техника безопасности работы на станке.
Фрезерование горизонтальных и вертикальных плоскостей, уступов. Фрезерование горизонтальных и вертикальных плоскостей на заданную глубину резания с механической подачей стола при установке заготовки в тисках. Фрезерование уступов. Проверка обработанных поверхностей штангенциркулем.
Фрезерование пазов и разрезание заготовок. Фрезерование открытых и закрытых пазов на горизонтальных поверхностях. Разрезание. Контроль полученных размеров.
Учебно–практическая работа. Изготовление детали по заданным чертежом параметрам и технологической карте (табл. 4.7), определяющей последовательность обработки.
Последовательность выполнения работы
1. Изучите по работе 1.2 виды фрезерных работ, элементы режима резания при фрезеровании, режущий инструмент и приспособления для закрепления заготовки. Ознакомьтесь с этими элементами технологической системы по демонстрационным стендам.
2. Изучите устройство и назначение горизонтально–фрезерного станка модели 6Н82 по работе 1.2 и вертикально–фрезерного станка модели 6Р10 по данной работе.
3. Прослушайте вводный инструктаж учебного мастера. Проследите за выполнением на станке учебным мастером следующих видов фрезерных работ: фрезерование горизонтальных и вертикальных плоскостей, фрезерование уступов, фрезерование пазов и разрезание.
4. Выполните упражнения по управлению фрезерными станками, а также по фрезерованию горизонтальных и вертикальных поверхностей, фрезерованию уступов и пазов, разрезанию заготовки в соответствии с текущим инструктажем учебного мастера.
5. Получите и выполните индивидуальное задание по самостоятельному изготовлению детали «Брусок» по чертежу и технологической карте, приведенным в табл. 4.7.
Таблица 4.7
Технологическая карта изготовления детали «Брусок»
|
Чертеж детали «Брусок» |
Обозначение размера |
Размер, мм |
||
|
Заготовка – пруток диаметром D, материал – Сталь Ст. 3 |
Варианты заданий |
|||
|
1 |
2 |
3 |
||
|
a |
30-0,2 |
30-0,2 |
20-0,15 |
|
|
b |
30-0,2 |
20-0,15 |
20-0,15 |
|
|
c |
5 |
4 |
3 |
|
|
D |
45 |
45 |
30 |
|
|
№ пп |
Наименование перехода |
Эскиз перехода |
Оборудование |
Инструмент: режущий, вспомогательный |
Приспособления |
Режим резания |
Измерительный инструмент |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
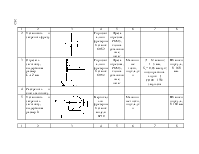
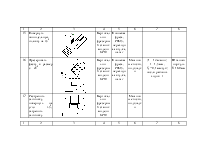
1 |
Установить и закрепить заготовку, выдерживая размер L1 |
|
Горизонтально-фрезерный станок 6Н82 |
– |
Машинные тиски, подкладки |
– |
Линейка 0–150 |


|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
2 |
Установить и закрепить фрезу |
|
Горизонтально-фрезерный станок 6Н82 |
Фреза отрезная, Р6М5, кольца установочные, натяг |
– |
||
|
3 |
Отрезать заготовку, выдерживая размер L + 2 мм |
|
Горизонтально-фрезерный станок 6Н82 |
Фреза отрезная, Р6М5, кольца установочные, натяг |
Машинные тиски, подкладки |
J= 12 м/мин; t = 5 мм, Sz = 0,05 мм/зуб; число рабочих ходов – i; СОЖ – 15% эмульсия |
Штангенциркуль, 0–160 мм. |
|
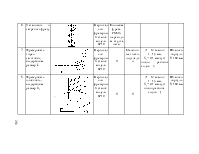
4 |
Раскрепить и снять заготовку |
||||||
|
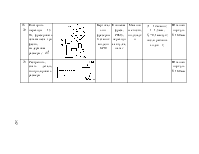
5 |
Установить и закрепить заготовку, выдерживая размер h |
|
Вертикально-фрезерный станок модели 6Р10 |
– |
Машинные тиски, подкладки |
Штангенциркуль, 0–160 мм |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
6 |
Установить и закрепить фрезу |
|
Вертикально-фрезерный станок модели 6Р10 |
Концевая фреза, Р6М5, переходная втулка, натяг |
|||
|
7 |
Фрезеровать торец заготовки, выдерживая размер L |
|
Вертикально-фрезерный станок модели 6Р10 |
–//– |
Машинные тиски, подкладки |
J= 12 м/мин; t = 1,5 мм, Sz =0,1 мм/зуб; число рабочих ходов – i; |
Штангенциркуль 0–160 мм |
|
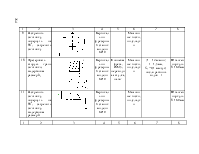
8 |
Фрезеровать плоскость, выдерживая размер h1 |
|
Вертикально-фрезерный станок модели 6Р10 |
–//– |
–//– |
J= 12 м/мин; t = 1,5 мм, Sz =0,1 мм/зуб; число рабочих ходов – i; |
Штангенциркуль 0–160 мм |

|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
9 |
Раскрепить заготовку, повернуть на 900, закрепить заготовку |
|
Вертикально-фрезерный станок модели 6Р10 |
Машинные тиски, подкладки |
|||
|
10 |
Фрезеровать вторую грань заготовки, выдерживая размер h1 |
|
Вертикально-фрезерный станок модели 6Р10 |
Концевая фреза, Р6М5, переходная втулка, натяг |
Машинные тиски, подкладки |
J= 12 м/мин; t = 1,5 мм, Sz =0,1 мм/зуб; число рабочих ходов – i |
Штангенциркуль 0–160 мм |
|
11 |
Раскрепить заготовку, повернуть на 900, закрепить заготовку, выдерживая размер h |
|
Вертикально-фрезерный станок модели 6Р10 |
Машинные тиски, подкладки |
Штангенциркуль 0–160 мм |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
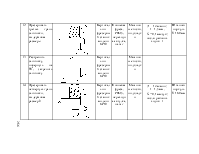
12 |
Фрезеровать третью грань заготовки, выдерживая размер а |
|
Вертикально-фрезерный станок модели 6Р10 |
Концевая фреза, Р6М5, переходная втулка, натяг |
Машинные тиски, подкладки |
J= 12 м/мин; t = 1,5 мм, Sz =0,1 мм/зуб; число рабочих ходов – i |
Штангенциркуль 0–160 мм |
|
13 |
Раскрепить заготовку, повернуть на 900, закрепить заготовку |
|
Вертикально-фрезерный станок модели 6Р10 |
Машинные тиски, подкладки |
|||
|
14 |
Фрезеровать четвертую грань заготовки, выдерживая размер b |
|
Вертикально-фрезерный станок модели 6Р10 |
Концевая фреза, Р6М5, переходная втулка, натяг |
Машинные тиски, подкладки |
J= 12 м/мин; t = 1,5 мм, Sz =0,1 мм/зуб; число рабочих ходов – i |
Штангенциркуль 0–160 мм |


|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
15 |
Повернуть шпиндельную головку на 450 |
|
Вертикально-фрезерный станок модели 6Р10 |
Концевая фреза, Р6М5, переходная втулка, натяг |
|||
|
16 |
Фрезеровать фаску в размер с × 450 |
|
Вертикально-фрезерный станок модели 6Р10 |
Концевая фреза, Р6М5, переходная втулка, натяг |
Машинные тиски, подкладки |
J= 12 м/мин; t = 1,5 мм, Sz =0,1 мм/зуб; число рабочих ходов – i |
Штангенциркуль 0–160 мм |
|
17 |
Раскрепить заготовку, повернуть на угол 450, закрепить заготовку. |
|
Вертикально-фрезерный станок модели 6Р10 |
Машинные тиски, подкладки |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
18–22 |
Повторить переходы 15–16, фрезеровать оставшиеся три фаски, выдерживая размеры с×450 |
|
Вертикально-фрезерный станок модели 6Р10 |
Концевая фреза, Р6М5, переходная втулка, натяг |
Машинные тиски, подкладки |
J= 12 м/мин; t = 1,5 мм, Sz =0,1 мм/зуб; число рабочих ходов – i; |
Штангенциркуль 0–160 мм |
|
23 |
Раскрепить, снять деталь, контролировать размеры |
|
Штангенциркуль 0–160 мм |

Рассчитайте параметры режима резания для указанных в таблице 4.7 для Вашего варианта значений размеров детали и заготовки для наладки станка по указанным значениям скорости главного движения резания
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.