2) открыть уравнительный вентиль Ув для трехвентильного блока или УВВД, УВНД для пятивентильного блока в соответствии с рисунком 1.2;
3) убедиться, что вентили ввд, внд, дввд, двнд закрыты
4) произвести настройку «нуля» при использовании коммуникатора HART или программы «Помощник инженера».
в случае, если датчик расходомера не реагирует на настройку и калибровку «нуля» обратиться на предприятие изготовитель;
5) закрыть уравнительный вентиль ув трехвентильного блока (УВВД, УВНД пятивентильного блока);
6) отключить электрические подключения и выполнить монтаж расходомера в соответствии с 2.4.6.
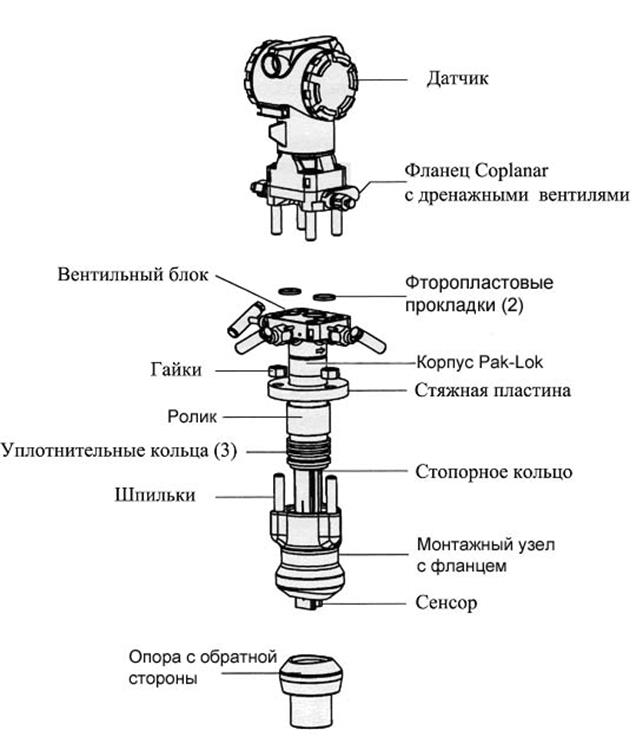
Рисунок 2.14 – Компоненты расходомера модели Pak-Lok
– шаг 1. Выполнить необходимые установки переключателей согласно 2.5.1.1;
– шаг 2. Определить необходимые длины прямых участков согласно 2.3.2, а также правильную ориентацию расходомера в зависимости от его применения согласно 2.3.5.
– шаг 3. Просверлить отверстие в трубе. Для этого:
1) сбросить давление и провести дренаж трубы;
2) cогласно требованиям шага 2 выбрать место для того, чтобы просверлить отверстие;
3) определить диаметр отверстия по таблице Р.1 приложения Р и просверлить отверстие;
Примечание – Тип ОНТ указан в паспорте на расходомер. Тип ОНТ можно также определить по структуре условного обозначения расходомера в соответствии с кодом 11 таблицы Г.10 приложения Г.
ВНИМАНИЕ: ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЯ НЕ ИСПОЛЬЗОВАТЬ ГАЗОВУЮ РЕЗКУ!
4) если используется опора ОНТ с обратной стороны, просверлить второе отверстие того же диаметра, расположив его точно напротив первого;
Примечание – Информация о том, является ли модель расходомера моделью с опорой с обратной стороны, указана в паспорте на расходомер. Это можно также определить по структуре условного обозначения расходомера в соответствии с кодом 13 таблицы Г.12 приложения Г.
Для сверления второго отверстия выполнить следующее операции:
- измерить длину окружности трубы рулеткой, мягкой проволокой или струной (для более точного измерения измерительный инструмент должен быть перпендикулярен оси потока);
- разделить измеренную длину окружности на два, чтобы определить расположение центра второго отверстия;
- отложить вычисленное значение от центра первого отверстия. Отметить центр второго отверстия;
- просверлить отверстие соответствующего диаметра;
- после сверления удалить заусенцы с внутренней стороны трубы;
– шаг 4. Приварить монтажное оборудование. Для этого:
1) установить монтажный узел соосно просверленному отверстию (ось (центр) этого отверстия должна совпадать с осью монтажного узла) и прихватить корпус к трубе сваркой, например, в двух точках с шагом 180°.
Примечания
1 Вместо оси просверленного отверстия обычно используется ось сечения трубы, проходящая через центр этого отверстия.
2 Необходимо прихватить монтажный узел сваркой таким образом, чтобы иметь возможность силовым воздействием (например, ударом молотка) на его наружную поверхность перемещать вдоль поверхности трубы.
Проверить правильность установки монтажного узла Pak-Lok относительно оси трубы и оси просверленного отверстия при помощи уголков и уровней в соответствии с рисунком 2.15.
Примечание – Для проверки можно воспользоваться как жидкостным так и маятниковым уровнем. Маятниковый уровень использовать при установке монтажного узла под углом к горизонту.
Если монтажный узел Pak-Lok установлен правильно (отклонения лежат в пределах, показанных на рисунке 2.1 и в соответствии с 2.2.5-2.2.8), завершить сварку, иначе откорректировать положение монтажного узла Pak-Lok относительно трубы путем силового сдвига монтажного узла Pak-Lok перед окончательной сваркой;
Рисунок 2.15 – Проверка правильности установки монтажного узла Pak-Lok
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.