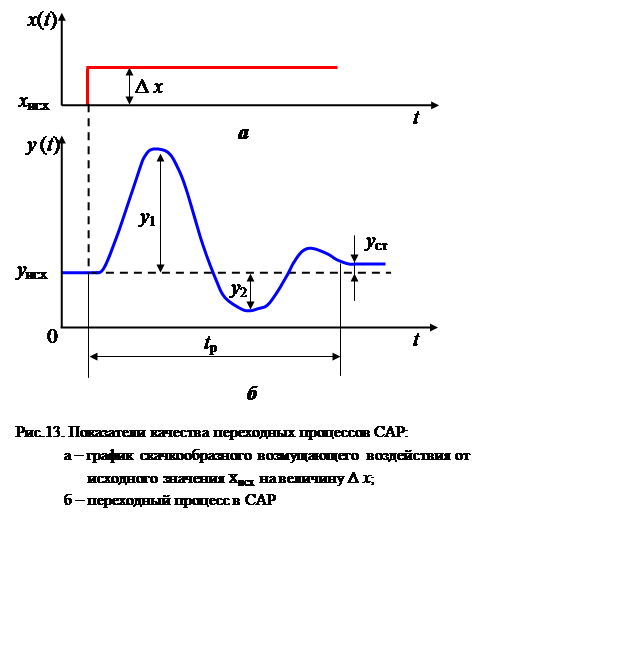
Статической ошибкой yст называется отклонение регулируемой величины от заданного значения после окончания процесса регулирования (рис. 13).
Максимальное динамическое отклонение у1 регулируемой величины определяется динамическими свойствами объекта, видом возмущения, законом регулирования и настройками регулятора.
Величина перерегулирования hзависит от динамических свойств объекта, закона регулирования и настроек регулятора.
Статическая ошибка имеет место только в системах с П- и ПД-регуляторами (интегральная составляющая в законе регулирования гарантирует ее отсутствие).
Время регулирования tp зависит от динамических характеристик объекта, закона регулирования и настроек регулятора. Однако оно не может быть меньше некоторого минимального значения, зависящего, в первую очередь, от динамических свойств объекта.
Свойства объекта регулирования являются постоянными и неизменными, обусловленными конструкцией объекта, а свойства регулятора можно изменять в нужном направлении в пределах технической характеристики регулятора, настраивая его в соответствии с технологическими требованиями к процессу регулирования в каждом конкретном случае, чем и пользуются для достижения требуемой величины указанных показателей.
 |
Типовые переходные процессы в САР и выбор регулятора
При расчете САР проверяют возможность использования наиболее простого закона регулирования, каждый раз оценивая качество регулирования, и если оно не удовлетворяет требованиям, переходят к более сложным законам.
Основными исходными данными для выбора регулятора являются характеристики объекта регулирования и требуемое качество регулирования. Для выбора регулятора необходимо знать:
1) статические и динамические параметры объекта – коэффициент передачи объекта Коб ; чистое запаздывание tоб; постоянную времени Тоб; (если Коб меняется в пределах эксплуатационных режимов агрегата, то следует брать его максимальное значение);
2) максимально возможное значение возмущения D xвх. max, выраженное в процентах хода регулирующего органа (% ХРО);
3) допустимое динамическое отклонение y1;
4) допустимое перерегулирование h;
5) допустимую статическую ошибку yст ;
6) допустимое время регулирования tр.
Требуемое качество регулирования зависит от условий протекания технологического процесса и работы агрегата. В каждом конкретном случае выявляются наиболее существенные показатели качества регулирования, соблюдение которых обеспечивает рациональное функционирование производственного процесса. В некоторых случаях решающее значение имеет максимальное динамическое отклонение параметра, в других – интегральный показатель или время регулирования.
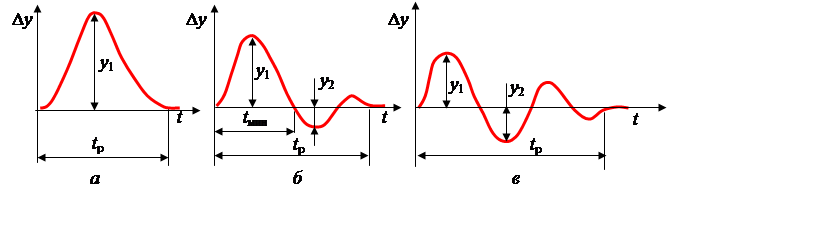
Имеется три типа процессов регулирования (рис. 14), один из которых, как правило, удовлетворяет конкретным требованиям регулирования промышленного объекта:
1) апериодический процесс с минимальным временем регулирования(рис. 14,а);
2)
процесс с 20%-м перерегулированием и
минимальным временем первого
полупериода колебаний tмин (рис. 14, б);
|
|
|
Рис. 14. Типовые переходные процессы в САР: |
3)
процесс с минимальным квадратичным интегральным
показателем
min ![]() y2dt (рис. 14, в).
y2dt (рис. 14, в).
Апериодический процесс с минимальным временем регулирования характеризуется минимальным регулирующим воздействием и сравнительно большим отклонением y1. Такого процесса следует добиваться тогда, когда данное регулирующее воздействие может оказывать влияние на другие параметры процесса.
Процесс регулирования с 20%-м перерегулированием характеризуется значительным перерегулированием, однако при этом происходит снижение отклонения y1. Длительность процесса регулирования при этом несколько увеличивается.
Процесс регулирования с минимальной квадратичной площадью отклонения регулируемой переменной характеризуется значительным перерегулированием, достигающим 40-50 %, при этом время регулирования увеличивается, а y1 достигает минимального значения. Добиваться такого переходного процесса следует тогда, когда по условиям работы объекта управления необходимо иметь минимальное отклонение y1.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.