Схема расположения оборудования на Червенском доке представлена по цехам. Цеха в свою очередь разделены на участки. Цех №1 состоит из 13 участков. На каждом участке выполняются определённые операции.
I-сушильный цех.
В нём расположено 6 сушильных камер системы Кречетова. Камеры постоянного непрерывного действия. Были введены в эксплуатацию в 1959 году. Оборудование устарело и требует модернизации. Занимаемый объём 96 м ³. Количество щтабелей в камере 2. Циркуляция воздуха – принудительная. Установлено 6 вентиляторов марки ВЦ – 10.
Раскрой пиломатериалов осуществляется на круглопильных и ленточных станках. На Червенском ДОКе применяют станки с круглопильными пилами: ЦМЭ-2 ( на схеме № 2) и на станке с плоскими пилами: ЦА-2 ( на схеме № 3).
Раскрой пиломатериалов может быть групповым и индивидуальным. При групповом раскрое все доски независимо от качества древесины раскраиваются по одной и той же схеме, поэтому раскрой иногда называют “ СЛЕПЫМ . В этом случае тонкие доски раскраивают пачками.
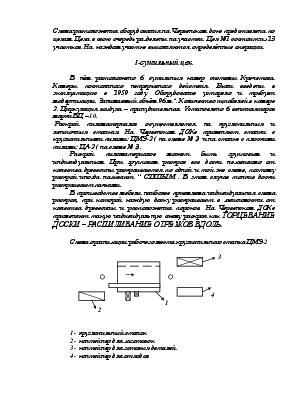
В производстве мебели наиболее приемлема индивидуальная схема раскроя, при которой каждую доску раскраивают в зависимости от качества древесины и расположения пороков. На Червенском ДОКе применяют такую индивидуальную схему раскроя как ТОРЦЕВАНИЕ ДОСКИ – РАСПИЛИВАНИЕ ОТРЕЗКОВ ВДОЛЬ.
Схема организации рабочего места круглопильного станка ЦМЭ-2
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
 3
3
4
1
2
1- круглопильный станок
2- контейнер для заготовок
3- контейнер для готовых деталей
4- контейнер для отходов
Производительность таких станков рассчитывается по следующей формуле:
П = 60 η ( n – m ) ab; где
η-коэффициент рабочего дня =0.9- 0.93
n - количество резов в минуту
m –количество дополнительных резов на вырезку дефектных мест, составляют 20-30% от основных резов.
a – количество заготовок по ширине
b – количество заготовок по длине
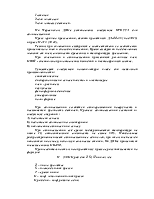
Схема организации рабочего места при продольной распиловке плоскими пилами на станке ЦА-2:
![]()
![]()
![]()
![]()
![]()
 2 1
2 1
![]()
![]()
![]()
![]()
![]()
3
1-станок
2- контейнер для заготовок
3- для готовых деталей.
Производительность этих станков рассчитывается по формуле:
 |
П = 60 u η где
![]() L m
L m
u-скорость подачи (8 – 40 м/мин)
η-коэф загрузки станка
l – длина заготовки
m – количество резов на одну заготовку.
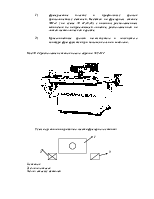
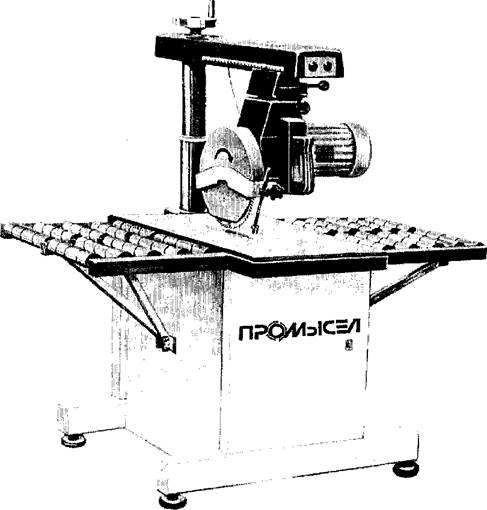
При наличии достаточного числа финансов на Червенском ДОКе планируется заменить имеющийся в наличии круглопильный станок на станок более новый :
 Станки для изготовления шкантов представлены на схеме № 4, 5, 6.
Станки для изготовления шкантов представлены на схеме № 4, 5, 6.
На схеме под №7 расположена машина для резки дюралюминевого уголка, а под №8 машина для пропитки бумаги.
II-цех брусковых изделий
В нём осуществляется механическая обработка черновых заготовок, раскрой плитных материалов, механическая обработка чистовых заготовок.
Создание базовых поверхностей.
Базовые поверхности создаются только у брусковых заготовок, у щитовых заготовок базовыми поверхностями служат пласти и опиленные кромки. Точная обработка возможна при наличии у заготовок чистовых баз, при помощи которых они могут быть точно установлены на станке для обработки. Для создания чистовых базовых поверхностей используют в основном фуговальные станки. На Червенском ДОКе применяют станок СФ – 4.(№ 9 и №19)

Фуговальный станок состоит из станины, двух столов, переднего и заднего, расположенного между ними ножевого вала и направляющей линейки. Обработка на фуговальных станках имеет своей целью создание одной или двух смежных базовых поверхностей с получением между ними прямого или заданного угла.
Схема организации рабочего места при работе на фуговальном станке:
![]()


![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
 1
1
3 2
1 – станок
2 – для заготовок
3 – для готовых деталей
Под номером 10 на схеме расположен круглопильный станок СПА – 40, а под №11 и 17 круглопильный станок ЦА – 2
Обработка заготовок в размер и достижение параллельности сторон достигается так же на рейсмусовых станках СР-3( №12) и СР6–9(№ 13).
Производительность таких станков рассчитывается по формуле:
П =( 60 UKраб Kстан Kпроскальзыв n) / Lзаг m ; где
U – скорость подачи (6-24 м/мин)
Kраб - рабочего времени
Kстан – загрузки станка
![]()
![]()
![]() Кпроскальзывания =0.97
Кпроскальзывания =0.97
n – количество заготовок n=(B*P) / 100 b
B – ширина стола
P - % заполнения, не более 60%
b- ширина заготовки
Lзаг- длина заготовки
m – количество пропусков через станок
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.