![]() П =60 К раб дня n
П =60 К раб дня n
Tцикла Z
Т-время затрачиваемое на один рез
Z – количество резов на одну пачку
Подбор и формирование облицовок из шпона проводится на столах для набора облицовок (на схеме № 27, 28, 29)
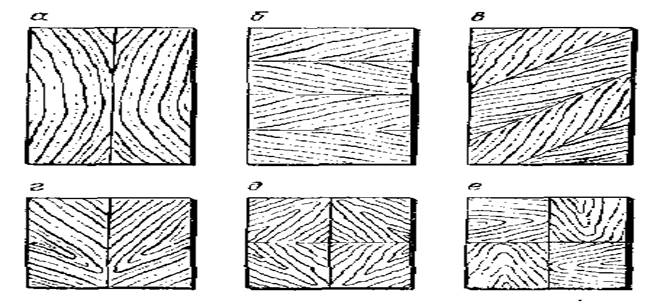
Сложность изготовления облицовок в основном зависит от рисунка, который необходимо получить на лицевой поверхности изделий. Для получения сложных рисунков применяют высококвалифицированную рабочую силу. В массовом производстве применяют следующие наборы облицовок из шпона:
Ребросклеивание пачек шпона может осуществлятся на ребросклеивающихся станках, но на Червенском ДОКе таких станков нет и ребросклеивание осуществляют вручную. Так же применяют облицовывание плёнками на основе пропитанных бумаг. Применение декоративных плёнок исключает потребность в натуральном шпоне и вместе с этим операции по изготовлению облицовок из шпона и расширяет декоративные возможности облицовочного материала.
Для облицовывания кромок применяют линию фанерования кромок (на чертеже №34, 35), а так же двухсторонняя линия фанерования кромок ПНР, ( №36 ).
ВЫБОРКА ПРОДОЛГОВАТЫХ ГНЁЗД И ОТВЕРСТИЙ в основном предназначаются для шиповых соединений деталей. Их выборка производится на сверлильно-пазовом станке СВПА-2 (на схеме №41 ). Такие станки дают лучшее качество обработки и большую точность. В качестве режущего инструмента применяют свёрла. На этих станках выбирают гнёзда почти любых размеров. Так же при сверлении круглых отверстий используют горизонтальный станок СГВП-1А.
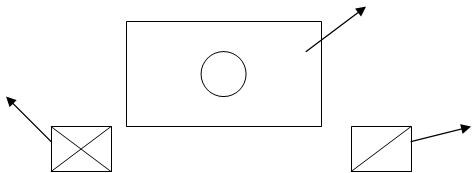
Схема организации рабочего места вертикально-сверлильного станка:
1
 |
2 3
1-станок
2- для заготовок
3- готовых деталей
Производительность этих станков рассчитывается по формуле:
П = 60 К раб времени
![]() Т цикла
Т цикла
ФРЕЗЕРОВАНИЕ-обработка вращающимися резцами материала при поступательном его движении. При фрезеровании создаётся профильная поверхность, вырезаются канавки и гребни. Фрезерные работы можно подразделить на:
1) фрезерование плоских и профильных кромок прямолинейных деталей. Ведётся на фрезерном станке ФН-4 ( на схеме № 42,43,45) с нижним расположением шпинделя по направляющей линейке, расположенной на литой металлической коробке.
2) Криволинейные кромки незамкнутого и замкнутого контура фрезеруются при помощи кольца и шаблона.
Под № 44расположен станок нового образца ФС-П2

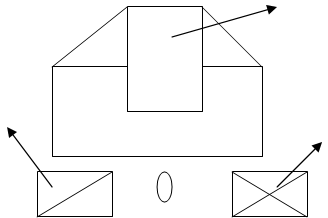
Схема организации рабочего места фрезерного станка:
 1
1
2 3
1-станок
2- для заготовок
3-для готовых деталей
Производительность этих станков рассчитывается по формуле:
П = 60 U Краб дня К исп станка
![]()
L
L-длина обрабатываемой поверхности
Для шлифования применяют шлифовальные шкурки на тканевой и бумажной основе. Шкурки состоят из: гибкой основы ( бумажная или тканевая),абразивного материала и клея, скрепляющего абразивные зёрна и основу. В качестве абразивного материала используют:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.