где m — приведенная масса; n — коэффициент демпфирования; jп — жесткость подсистемы; Р (t) — изменение силы резания;
K— коэффициент пропорциональности.
Преобразуем данную систему уравнений к следующему виду:
 |
 |
||
При разработке модели процесса ортогонального точения примем следующие допущения.
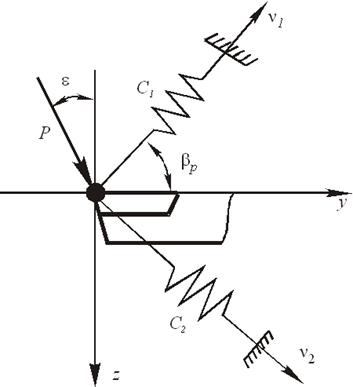
1. Будем считать, что процесс обработки можно представить в виде простейшей линейной упругой системы с двумя степенями свободы, схема которой представлена ниже.
 2. Смещение резца у, являющееся выходным
параметром,
2. Смещение резца у, являющееся выходным
параметром,
связано с координатами ν1 и ν2 зависимостью:
y = ν1cos(ε + βp) – ν2sin(ε + βp).
3. Смещение элемента системы в направлении
выдерживаемого размера – глубины резания зависит
от сопротивления элемента внешнему силовому
 воздействию, которое в целом характеризуется
воздействию, которое в целом характеризуется
коэффициентом жесткости элемента:
Приняты следующие обозначения.
С1, С2 – жесткости системы по главным осям жесткости.
Р – эквивалентная сила, воздействующая на систему:
P = ξPz + ηPy + γPx,
где ξ, η, γ - коэффициенты, характеризующие степень
Влияния каждой составляющей силы резания Р.
Вынужденные колебания системы «резец – суппорт» в первом приближении можно
 описать следующей системой уравнений:
описать следующей системой уравнений:
![]() Здесь m1, m2 – приведенные
массы данной системы; h1, h2 – коэффициенты
сил сопротивления;
Здесь m1, m2 – приведенные
массы данной системы; h1, h2 – коэффициенты
сил сопротивления;
- главные жесткости системы.
 Решая данную систему в операторной форме получаем
следующее общее выражение для смещения резца у в любой момент времени t:
Решая данную систему в операторной форме получаем
следующее общее выражение для смещения резца у в любой момент времени t:
![]() Передаточные
функции рассмотренных процессов механообработки
Передаточные
функции рассмотренных процессов механообработки
1. Одномерная система, моделирующая ортогональное точение.
 |
Передаточная функция в операторной форме:
 2. Двухмерная система, моделирующая ортогональное
точение.
2. Двухмерная система, моделирующая ортогональное
точение.
Передаточная функция системы, моделирующей отжатие резца при точении, в операторной форме:
 |
 3. Одномерная система, моделирующая плоское
шлифование.
3. Одномерная система, моделирующая плоское
шлифование.
 |
Передаточные функции в операторной форме:
Механическая система шлифования на центрах представлена ниже.
В качестве допущения принимается, что жесткость шлифовальной бабки абсолютна.
Начало координат совмещается с осью вращения заготовки.
 Учитывая, что в системе имеет место жидкостное
трение, уравнение движения заготовки можно записать в виде:
Учитывая, что в системе имеет место жидкостное
трение, уравнение движения заготовки можно записать в виде:
где m - приведенная масса подвижной системы, μ- коэффициент демпфирования, F - радиальная составляющая реакции центров в сопряжении с заготовкой, Py - радиальная составляющая силы резания.
Для случая обработки вблизи одного из центров реакция может быть представлена следующим образом: F = jy, где j - жесткость сопряжения «центр – заготовка».
При нагружении радиальной силой отжатия заготовки в сечении центрового отверстия не постоянны, а изменяются при повороте ее на центрах. Причина этого - в погрешности формы центрового отверстия.
Центровые отверстия, как правило, на установочной поверхности имеют ряд выступов и впадин.
При установке изделия в центрах контакт между установочной поверхностью центрового отверстия и центром осуществляется по указанным выступам.
В таких условиях наибольшая величина отжатия соответствует впадине, наименьшая - выступу на поверхности центрового отверстия, т. е. эпюра отжатий повторяет форму центрового отверстия.
Наибольшей величине отжатия соответствует наименьшая жесткость, наименьшей - наибольшая жесткость сопряжения «центр – заготовка».
Поэтому жесткость сопряжения «центр – заготовка» может быть представлена как:
Здесь j0 - постоянная составляющая жесткости, jmax и jmin - соответственно максимальное и минимальное значения жесткости, k - число волн на центровом отверстии заготовки, ω - циклическая частота вращения заготовки, τ - время.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.