Министерство общего и профессионального образования
Российской Федерации
Новосибирский государственный технический университет
621.9
№
Пятикоординатный обрабатывающий центр
для высокопроизводительной и точной
обработки произвольно расположенных
поверхностей деталей
(Часть 2)
Методические указания
к лабораторной работе для студентов МТФ
всех форм обучения
2000
621.9.06-529.007.52
Составил канд. техн. наук, доцент В.В. Иванцивский
Рецензент доц. С.В. Птицын
Работа подготовлена кафедрой проектирования
технологических машин
![]() Новосибирский
государственный
Новосибирский
государственный
технический университет, 2000 г.
Прежде чем приступить к выполнению второй части лабораторной работы, студент должен познакомиться с общими сведениями о многоцелевом станке модели МС 032.06, изучить особенности конструкции отдельных узлов станка, построить структурную схему станка при обработке заданной преподавателем поверхности детали, согласно рекомендациям, изложенным в первой части работы.
В данной части работы студент должен осуществить настройку параметров всех исполнительных движений, подготовить управляющую программу и произвести наладку станка с ЧПУ. Наладка станков с ЧПУ требует знаний во многих смежных областях техники (электроника, механика, программирование и т.д.). Настоящая работа предполагает, что к моменту ее выполнения, студенты, согласно учебным программам, уже освоили курсы общей технологии производства, электротехники и знакомы с основами программирования на станках с ЧПУ. В связи с этим в методических указаниях изложены лишь основные функции необходимые для написания программы обработки заданной поверхности.
На примере станка МС 032.06 получить навыки в настройке параметров исполнительных движений, отладки управляющей программы и наладки станка с ЧПУ при обработке заданной поверхности детали.
1.  ПОДГОТОВКА УПРАВЛЯЮЩЕЙ
программы
ПОДГОТОВКА УПРАВЛЯЮЩЕЙ
программы
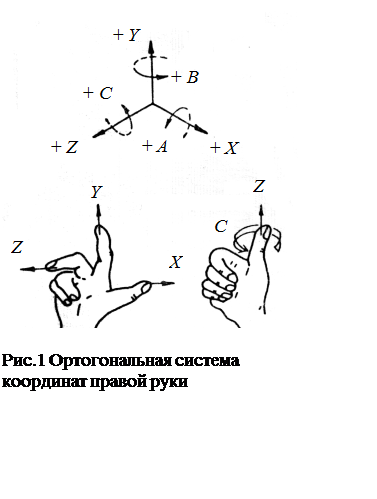
Оси координат на станках с ЧПУ. Для станков с ЧПУ стандартизованы направления перемещений и их символика. Стандартом ISO-R841 принято за положительное направление перемещения элемента станка считать то, при котором инструмент или заготовка удаляются друг от друга. Исходной осью является ось рабочего шпинделя (ось Z). Если эта ось поворотная, ее положение выбирают перпендикулярно плоскости крепления детали. Положение остальных осей Х и Y определяют в ортогональной координатной системе правой руки (рис.1).
При составлении программы следует обратить внимание на то, что при программировании заготовка считается неподвижной, а все перемещения совершает инструмент относительно заготовки.
Состав программы. Программы делятся на главные программы и подпрограммы. В нормальном режиме устройство ЧПУ работает по командам главной программы. В памяти устройства ЧПУ в общей сложности можно хранить до 95 главных программ и подпрограмм.
Программа состоит из нескольких команд. Кадром называется одна такая командная единица. Один кадр отделяется от другого кодом конца кадра ";". В свою очередь кадр состоит из одного или нескольких слов. Слово состоит из адреса и последующего числового значения. Перед численным значением могут быть указаны знаки "+" или "-".
![]()
![]()

![]()
![]()
![]() Х -
1000
Х -
1000
Адрес является одной из алфавитных букв (А…Z) и определяет смысл последующего численного значения. В таблице 1 перечислены адреса, которые используются для данного устройства ЧПУ и их смысл.
Основные функции и адреса команд
Функция |
Адрес |
Смысл |
1 |
2 |
3 |
|
Номер программы |
О |
Номер программы |
|
Номер кадра |
N |
Номер кадра |
|
Подготовительная функция |
G |
Определение режима работы (линейная, круговая интерполяции и т.п.) |
|
Размерные слова |
X, Y, Z |
Команда на перемещение по координатным осям |
|
A, B, C, |
Команда на перемещение по дополнительным осям |
|
|
R |
Радиус дуги окружности |
|
|
I, J, K |
Координаты центра дуги окружности |
|
|
Скорость подачи |
F |
Задание скорости подачи |
|
Функция шпинделя |
S |
Задание числа оборотов шпинделя |
|
Функция инструмента |
T |
Задание номера инструмента |
|
Вспомогательная функция |
M, B |
Указание на двухпозиционное управление функциями станка (вкл-выкл) |
|
Номер смещения |
H, D |
Задание номера смещения |
|
Задание номера подпрограммы |
P |
Задание номера подпрограммы |
Продолжение таблицы 1
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.




