Продолжение таблицы 4
|
|
ПОДЧИНЁННЫЕ ВЫРАЖЕНИЯ ГРУППА 2 |
Аналогично, но для выражений начинающих с «/2». |
|
|
ПОДЧИНЁННЫЕ ВЫРАЖЕНИЯ ГРУППА 3 |
Аналогично, но для выражений начинающих с «/3». |
|
|
ПОДЧИНЁННЫЕ ВЫРАЖЕНИЯ ГРУППА 4 |
Аналогично, но для выражений начинающих с «/4». |
|
Отдельные кнопки и переключатели |
||
|
|
РУЧНОЙ ГЕНЕРАТОР |
Ручной импульсный генератор. При режиме РУЧНАЯ РАБОТА, выбран АДРЕС и ИНКРЕМЕНТ осуществляет перемещение по соответствующей оси в направлении "плюс" или "минус" с выбранным инкрементом. |
|
|
ОСВОБОЖДЕНИЕ ИНСТРУМЕНТА |
Кнопка самовозвращающаяся. При нажатии только в режиме РУЧНАЯ РАБОТА освобождает зажим инструмента. Не действует при других режимах и при включенном вращении шпинделя. |
|
|
КОРРЕКТОР ПОДАЧИ |
Переключатель вращающийся с позициями. При режиме РУЧНОЙ ВВОД, РАБОТА ИЗ ПАМЯТИ и РАБОТА С ПЕРФОЛЕНТЫ изменяет программированное значение подачи по координатным осям от 0 до 200% через 10%. При режиме РУЧНАЯ РАБОТА определяет подачу в мм/мин. |
|
|
КОРРЕКТОР ОБОРОТОВ |
Переключатель вращающийся с 8 позициями. При включенном вращении шпинделя меняет обороты от 50 до 120% |
|
|
КОРРЕКТОР БЫСТРОГО ХОДА |
Переключатель с 4 позициями. Меняет скорость быстрого хода со значениями F0 = 400 мм/мин, 25%, 50% и 100% от максимальной скорости (обычно 10 м/мин.). |
|
|
КЛЮЧ |
Кнопка с секретным ключом. Её можно включить только при наличии секретного ключа. При включении активирует кнопки панели поз. 5. |
|
|
СТОП |
Кнопка-губка прерывает моментально все движения, останавливает все электрически управляемые органы и аппараты станка. |
Запуск станка. Включить общий рубильник подачи энергии на станок, расположенный на электрическом шкафу. Подать питание в стойку с ЧПУ, нажав кнопку "POWER ON" (рис.3). В случае готовности системы FANUC 6M-E к работе на экране дисплея поз. 1 загорается сообщение: X 0.000; Y 0.000; Z 0.000; A 0.000; C 0.000. Однако исходное положение шпинделя и стола станка является произвольным, соответствующее положению их в момент выключения станка при предыдущей работе. Поэтому необходимо обнулить значения датчиков положения по всем координатам, выведя рабочие органы станка в исходное положение (ноль станка). Вначале необходимо вывести шпиндель в исходное положение по координате Z для того, чтобы исключить возможность столкновения инструмента (если он установлен) с поворотным столом. Для этого переключатель поз. 7 установить в положение "опорная точка" и нажать на панели поз. 13 соответствующую адресную кнопку Z. Выполнение команды контролируют по подсветке этой кнопки. Повторить эту операцию для остальных координат.
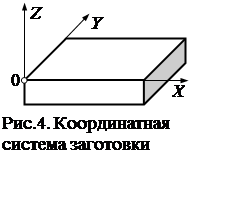 При составлении программы определяют
начало отсчета и координатную систему (координатная система заготовки). Как
правило, за начало отсчета принимают точку, расположенную на заготовке, от
которой легко и удобно считывать геометрическую информацию об объекте. В
качестве примера рассмотрим наладку станка без использования специальных
измерительных датчиков при обработке заготовки, представленной на рис.4.
Заготовка – пластина, закрепленная в приспособлении, которое предварительно не
выверялось на столе станка.
При составлении программы определяют
начало отсчета и координатную систему (координатная система заготовки). Как
правило, за начало отсчета принимают точку, расположенную на заготовке, от
которой легко и удобно считывать геометрическую информацию об объекте. В
качестве примера рассмотрим наладку станка без использования специальных
измерительных датчиков при обработке заготовки, представленной на рис.4.
Заготовка – пластина, закрепленная в приспособлении, которое предварительно не
выверялось на столе станка.
Начало отсчета перемещения инструмента осуществляется из исходной точки станка, а по программе из начала системы координат заготовки. В связи с этим системе ЧПУ необходимо иметь информацию, какому положению в координатной системе заготовки соответствует положение инструмента в исходной точке. В данном устройстве ЧПУ с помощью команд G54 – G59 можно выбрать одну из шести координатных систем. Они устанавливаются предварительно путем задания расстояния по всем осям между базисной точкой (фиксированной точкой на станке) и нулевой точкой каждой координатной системы.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.






