Установить переключатель поз. 7 (рис.3) в положение "работа в командном режиме". Нажать кнопку "COMND" на панели поз. 4. С помощью кнопок листания страниц "PAGE" "¯" (вперед), "" (назад) найти страницу командного режима на которой в левом верхнем углу экрана дисплея загорается надпись "NEXT BLOCK/MDI". В правом нижнем углу экрана должна присутствовать запись "INC" (работа в приращениях). Если вместо нее присутствует запись "ABS" (работа в абсолютах), то кнопкой "ABS/INC" установить необходимый режим. Далее, пользуясь панелями поз. 2 и поз. 3, ввести команды (кнопка "INPUT") в следующей последовательности:
G91 – работа в приращениях;
G0 – режим позиционирования;
Х ….. – вводится численное значение перемещения по оси Х равное величине Xc.
Переключатель поз. 8 (рис.3) установить в положение "25" (25 % величины максимальной скорости позиционирования), для того, чтобы в случае отработки неверно введенной команды успеть ее прервать с помощью кнопки "OF" панели поз. 15. После этого запустить набранную команду с помощью кнопки "START" на панели поз. 3 или поз. 15. В результате привод станка отработает заданное перемещение по оси Х.
Далее, по уже описанному алгоритму, нажать кнопку "POS" панели поз. 4 и с дисплея в разделе "MACHINE" считать значение величины Х. Нажав кнопку "OFSET" ввести это значение в сдвиг 01.
Аналогично алгоритму определения величины сдвига по оси Х настроить сдвиг по координате Y.
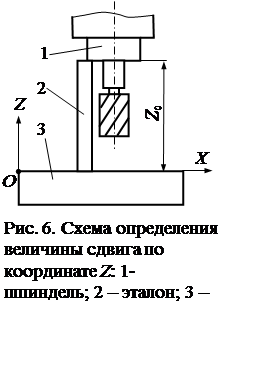 Определение величины сдвига по
координате Z. Сдвиг по координате Z соответствует расстоянию от торца шпинделя, находящегося в
базовой точке станка, до исходной точки обработки (рис.
6). Величина сдвига определяется наладчиком при помощи специального эталона.
Это расстояние порядка 400…500 мм настроить с высокой точностью сложно. Однако
если величина коррекции на длину инструмента определяется также на станке, то погрешности
настройки сдвига нивелируются. Найденная величина Zс
также заносится в сдвиг 01.
Определение величины сдвига по
координате Z. Сдвиг по координате Z соответствует расстоянию от торца шпинделя, находящегося в
базовой точке станка, до исходной точки обработки (рис.
6). Величина сдвига определяется наладчиком при помощи специального эталона.
Это расстояние порядка 400…500 мм настроить с высокой точностью сложно. Однако
если величина коррекции на длину инструмента определяется также на станке, то погрешности
настройки сдвига нивелируются. Найденная величина Zс
также заносится в сдвиг 01.
В результате проделанных операций в память ЧПУ введена привязка системы координат детали с базовой точкой станка. Теперь отработка приводами перемещения по любой координате будет складываться из заданного значения и значения величины соответствующего сдвига.
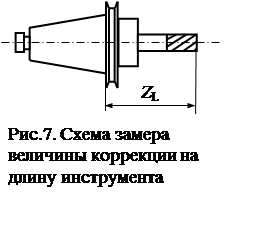
Определение величины коррекции на длину инструмента. Для примера в качестве инструмента возьмем концевую фрезу. Предварительно необходимо замерить расстояние от торца фрезы до торца пояска оправки (рис. 7). Величину ZL внести в корректор. Для этого нажатием кнопки "OFSET" на панели поз. 4 (рис.3) добиться того, чтобы на экране дисплея в левом верхнем углу появилась надпись "OFFSET 01". Далее с помощью кнопок управления "CURSOR" "¯" (вперед), "" (назад) установить курсор в позицию выбранного номера корректора. Ввести значение величины коррекции, набрав "Р …" (…- численное значение величины коррекции) и нажать кнопку "INPUT". При этом напротив выбранного номера корректора появляется введенная численная информация. Аналогично вводится величина коррекции на радиус инструмента.
 Далее
необходимо уточнить величину коррекции на длину инструмента. Для этого
установить оправку с инструментом в шпиндель. В режиме ручного управления
вывести инструмент по координатам X, Y напротив поверхности обрабатываемой детали.
Установить переключатель поз. 7 (рис.3) в положение "работа в
командном режиме". Нажать кнопку "COMND"
на панели поз. 4. С помощью кнопок листания страниц "PAGE" найти страницу
командного режима, на которой в левом верхнем углу экрана дисплея загорается
надпись "NEXT
BLOCK/MDI". Кнопкой "ABS/INC" установить режим работы в абсолютах, в правом нижнем
углу экрана должна присутствовать запись " ABS ".
Далее, пользуясь панелями поз. 2 и поз. 3, ввести слова (кнопка
"INPUT")
в следующей последовательности: G0 G43 H1Z … . Численное значение величины Z
вводится равным размеру концевой меры hм, которая будет использоваться при наладке. Введенные
команды высвечиваются на экране дисплея. Запустить отработку команды – кнопка "START".
Далее
необходимо уточнить величину коррекции на длину инструмента. Для этого
установить оправку с инструментом в шпиндель. В режиме ручного управления
вывести инструмент по координатам X, Y напротив поверхности обрабатываемой детали.
Установить переключатель поз. 7 (рис.3) в положение "работа в
командном режиме". Нажать кнопку "COMND"
на панели поз. 4. С помощью кнопок листания страниц "PAGE" найти страницу
командного режима, на которой в левом верхнем углу экрана дисплея загорается
надпись "NEXT
BLOCK/MDI". Кнопкой "ABS/INC" установить режим работы в абсолютах, в правом нижнем
углу экрана должна присутствовать запись " ABS ".
Далее, пользуясь панелями поз. 2 и поз. 3, ввести слова (кнопка
"INPUT")
в следующей последовательности: G0 G43 H1Z … . Численное значение величины Z
вводится равным размеру концевой меры hм, которая будет использоваться при наладке. Введенные
команды высвечиваются на экране дисплея. Запустить отработку команды – кнопка "START".
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.