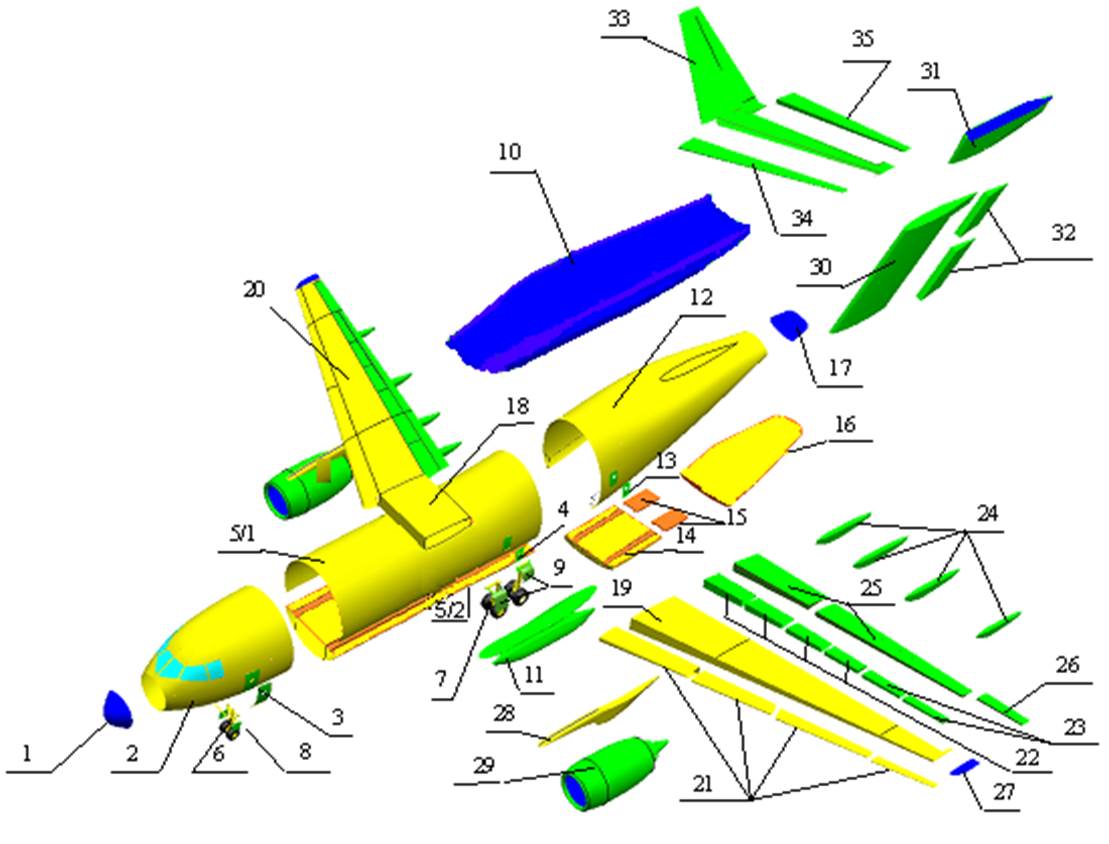
Рис.1. Схема технологического членения самолета.
Таблица 1. Обозначения агрегатов на схеме членения.
|
1. |
Носовой обтекатель |
9. |
Створки основной опоры |
19. |
Кессон крыла |
29. |
Мотогондола |
|
2. |
Носовой отсек фюзеляжа |
10. |
Зализ крыла с фюзеляжем |
20. |
Консоль крыла |
30. |
Киль |
|
3. |
Десантные двери |
11. |
Обтекатель шасси |
21. |
Предкрылки |
31. |
Обтекатель киля |
|
4. |
Аварийные двери |
12. |
Хвостовой отсек фюзеляжа Ф3 |
22. |
Интерцепторы |
32. |
Руль направления |
|
5. |
Средний отсек фюзеляжа |
13. |
Аварийные двери Ф3 |
23. |
Воздушные тормоза |
33. |
Стабилизатор |
|
5/1. |
Верхняя секция |
14. |
Рампа |
24. |
Обтекатели рельсов |
34. |
Носок стабилизатора |
|
5/2. |
Нижняя секция |
15. |
Трапы |
25. |
Закрылки |
35. |
Руль высоты |
|
6. |
Передняя опора шасси |
16. |
Створка грузового люка |
26. |
Элерон |
36. |
Вспомогательная силовая установка |
|
7. |
Основная опора шасси |
17. |
Хвостовой обтекатель |
27. |
Законцовка крыла |
37. |
Капоты двигателя |
|
8. |
Створки передней опоры |
18. |
Центроплан |
28. |
Пилон |
1.7. Обоснование форм горизонтального оперения.
Качество поверхности горизонтального оперения характеризуют следующие виды отклонений:
1. Шероховатость - совокупность микроотклонений поверхности.
Шероховатость - зависит от качества поверхности обшивок и других деталей, выходящих на обвод горизонтального оперения, и определяется в основном технологическими процессами производства. Для защиты качества поверхности изготовленных деталей от случайных механических повреждений, поверхности обшивок защищают полимерными материалами или оклеивают плотными сортами бумаги. После окончательной сборки горизонтального оперения с целью защиты от коррозии и улучшения качества производят окраску внешней поверхности специальными лаками.
2. Уступы и зазоры – ступенчатые отклонения и неплотности прилегания поверхностей торцевых частей деталей по стыкам и разъемам сборных частей горизонтального оперения. Местные выступания, западания поверхности вследствие утяжки при клепке.
Уступы и зазоры в стыках обшивок горизонтального оперения и обводообразующих деталей и узлов делятся на продольные и поперечные.
Поперечные уступы делятся на направленные по потоку и против потока. Допустимые зазоры и уступы в стыках обводообразующих деталей горизонтального оперения для данного типа самолетов составляют: зазоры: поперечный 0,5 мм; продольный 0,5 мм; уступы: поперечный 0,3 мм; продольный 0,5 мм
Для уменьшения влияния уступов и зазоров в стыках на аэродинамические характеристики самолета используют различные технологические приемы:
· Снятие фасок в местах уступов,
· Копирование обреза одной из стыкуемых обшивок, имеющей припуск, относительно другой, окончательно обрезанной
· Тщательная подгонка стыкуемых деталей.
Вписываемость съемных обводообразующих деталей и узлов (типа крышек и люков) с одновременным устранением зазоров и уступов обеспечивается методом облойного гермотиснения.
В этом случае слой герметика между съемным элементом конструкции и каркасом является компенсатором погрешностей исполнительных размеров деталей и сборки.
Одновременно гермотиснение обеспечивает пылезащищенность и влагонепроницаемость во внутренние полости горизонтального оперения.
Выступание и западание потайных головок заклепок и болтов.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.