|
Исходные данные и результаты расчетов |
Детали |
|
|
А |
Б |
|
|
Размер технологической партии n, шт. |
160 |
90 |
|
Трудоемкость обработки, мин
|
36 |
35 |
|
|
5760 |
3150 |
|
Размер передаточной партии р, шт. |
16 |
18 |
|
|
576 |
630 |
|
Продолжительность главной операции tr, мин |
8 |
9 |
|
(n-p)tr , мин |
1152 |
648 |
|
|
1728 |
1278 |
|
|
16 |
17 |
|
|
3 |
3 |
|
|
1872 |
1008 |
|
|
2448 |
1638 |
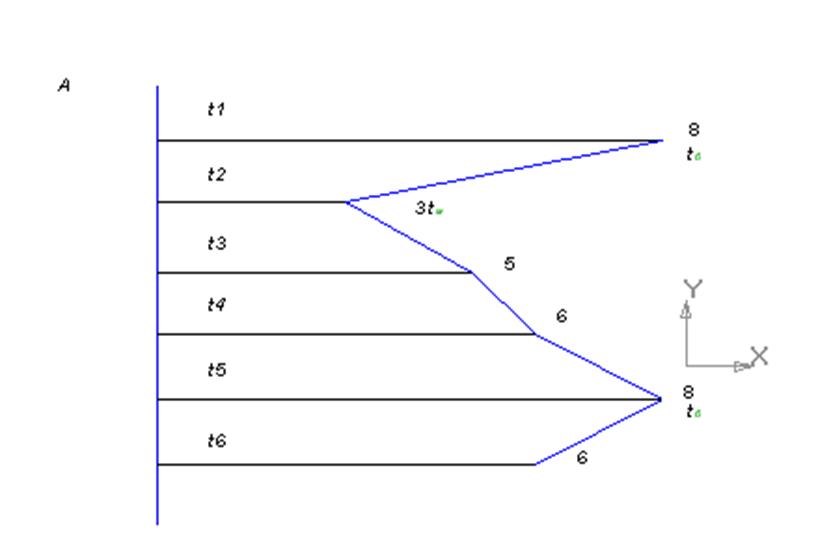
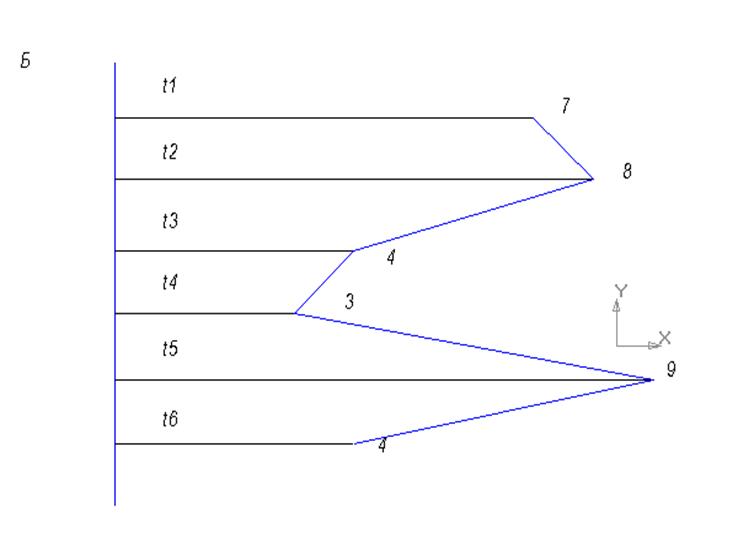
Составим графики производственного процесса по каждой из деталей для трех видов движения и определим с их помощью длительности технологического цикла.
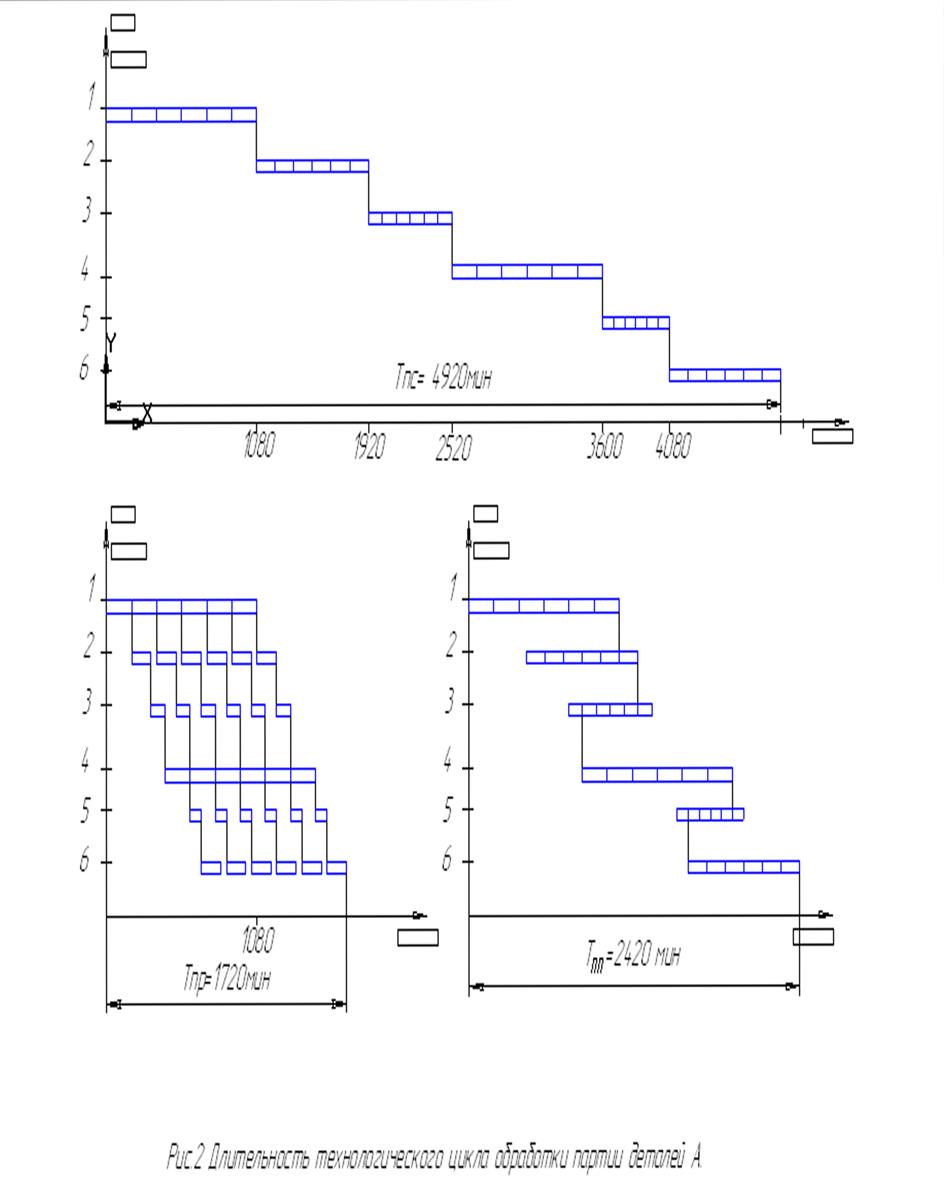
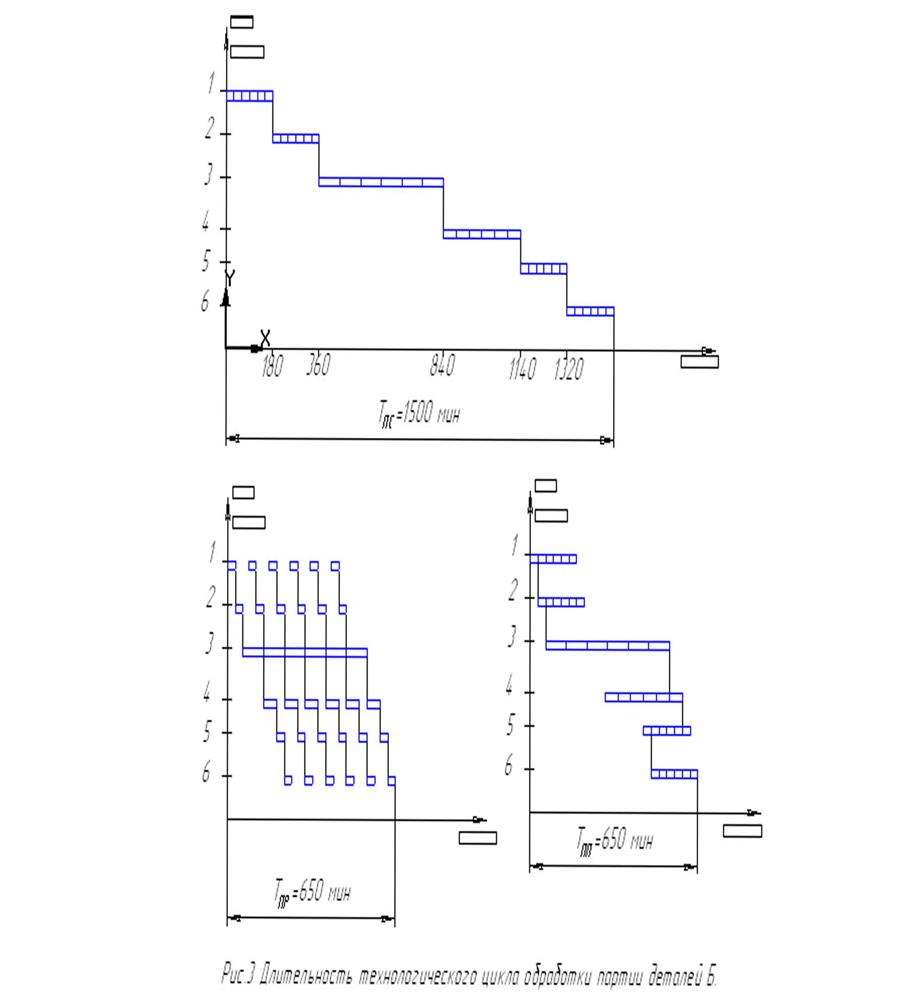
По проведенным расчетам и построениям можно сделать следующие выводы:
1. Длительности технологического цикла при последовательном виде движения ТПС наибольшая из рассматриваемых видов движения и составляет 5760 мин для детали А и 3150 мин для детали Б. При этом обеспечивается работа оборудования без простоев.
2. Длительности технологического цикла при параллельном виде движения ТПР наименьшая из рассматриваемых видов движения и составляет 1728 мин для детали А и 1278 мин для детали Б. При этом оборудование работает с простоями.
3. Длительность технологического цикла при смешанном виде движения ТПП меньше, чем ТПС, но больше, чем ТПР, однако при этом обеспечивается бесперебойная работа оборудования. ТПП составляет2448 мин для детали А и 1638 мин для детали Б.
4. Длительности технологического цикла, определенные аналитическим и графическим методами, совпадают, что говорит о правомочности обоих методов.
2. Построение оптимального графика производственного процесса совместной обработки деталей А и Б.
Ему предшествует закрепление деталей операций за станками. Обработка деталей производится на участке, на котором имеется по одному станку каждой модели. Это означает, что если в технологических процессах изготовления деталей А и Б есть операции, требующие одной и той же модели оборудования, то они закрепляются за одним станком такой модели.
Таблица 2
Технологические маршруты деталей.
|
Деталь А |
Деталь Б |
|||||
|
Операции |
Модель оборудования |
Операции |
Модель оборудования |
|||
|
№ |
Наименование |
№ |
Наименование |
|||
|
1 |
Отрезная |
872М |
1 |
Отрезная |
872М |
|
|
2 |
Револьверная |
1365 |
2 |
Строгальная |
7А311 |
|
|
3 |
Токарная |
1К626 |
3 |
Фрезерная |
676П |
|
|
4 |
Фрезерная |
676П |
4 |
Сверлильная |
2Н112П |
|
|
5 |
Строгальная |
7А311 |
5 |
Строгальная |
7А311 |
|
|
6 |
Шлифовальная |
ЗА151 |
6 |
Шлифовальная |
ЗА151 |
|
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.