Задание 2 (Рисунок 2 – Крышка цилиндра).
2. Для определения минимального промежуточного припуска
можно воспользоваться следующей зависимостью: 
где RZi-1 - высота неровностей профиля на предшествующем переходе;
hi-1 - глубина дефектного поверхностного слоя на предшествующем переходе;
ri-1 - суммарная пространственная погрешность на предшествующем переходе,
определяемая короблением заготовок и смещениемее полуформ;
ei - погрешность установки заготовки на выполняемом переходе.
Используя данную зависимость, определим величину промежуточного припуска для каждого планируемого перехода:
- черновое точение ![]() (мкм);
(мкм);
- получистовое точение ![]() (мкм);
(мкм);
- чистовое точение ![]() мкм.
мкм.
Тогда расчетные размеры заготовки для каждого перехода будут равны:
- для чистового точения - наименьший предельный размер по чертежу,
т.е. Dз=70-0,046 = 69,954мм;
- для получистового точения - D2=D3+Z3min=69,954+0,4=70,354 (мм);
- для чернового точения - D1=D2+Z2min=70,354+0,98=71,334 (мм);
- для заготовки - Dзаг=D1+Z1min=71,334+1,895=73,229 (мм).
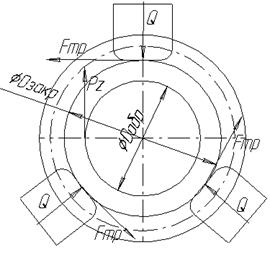
4. Определите необходимую силу зажима заготовки Q, развиваемую одним кулачком трехкулачкового патрона, из условия предотвращения проворота заготовки от действия только составляющей силы резания Pz=250Н при токарной обработке диаметра Dобр=50мм. Диаметр закрепляемой поверхности Dзакр=70мм, коэффициент трения между кулачками и заготовкой f=0,25, коэффициент запаса надежности К=2,5.
Решение:
 Сила Q
определяется из условия равновесия заготовки. Провороту заготовки от момента,
создаваемого составляющей силы резания Pz
противодействует момент сил трения, действующих на заготовку в местах ее
контакта с кулачками. Условие равновесия заготовки относительно ее оси:
Сила Q
определяется из условия равновесия заготовки. Провороту заготовки от момента,
создаваемого составляющей силы резания Pz
противодействует момент сил трения, действующих на заготовку в местах ее
контакта с кулачками. Условие равновесия заготовки относительно ее оси:
![]() (1),
где сила трения: Fтр=Qf (2)
(1),
где сила трения: Fтр=Qf (2)
С учетом (1) и (2) получим: ![]()
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.