ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ
Бийский технологический институт (филиал)
государственного образовательного учреждения высшего профессионального образования
«Алтайский государственный технический университет им. И. И. Ползунова»
(БТИ Алт ГТУ)

Кафедра МРСиИ
КОНКУРСНАЯ РАБОТА
Конструкция и технология изготовления модельной оснастки
для литья по выплавляемым моделям детали «нож»
Выполнил: студент гр. ТМ-61
Т.В. Кечетова
Руководитель: к.т.н., доцент каф. МРСиИ
А.Ф. Шатохин
Бийск 2011
ВВЕДЕНИЕ
В настоящее время на производствах, связанных с механической обработкой (не только металла, но и других материалов) необходимым условием выживания в конкурентной среде является введение средств автоматизации и оптимизации рабочего процесса. Для таких отраслей ключевыми факторами являются:
· качество обрабатываемых поверхностей;
· себестоимость обработки, которая ложится в основу рыночной стоимости выпускаемой продукции;
· кротчайшие сроки выполнения заказа;
· способность изготавливать изделия самых различных конфигураций и типоразмеров.
Для выполнения поставленной задачи в данной работе использованы программные продукты Kompas 3D компании Аскон, а также PowerMILL компании Delcam, лицензионная версия которой была предоставлена институту российским представительством компании Delcam по соглашению о сотрудничестве и взаимопомощи.
Широкий набор стратегий в Delcam PowerMILL, инструменты моделирования процесса и результатов обработки позволяют наиболее качественно и эффективно изготовить деталь и сокращают время простоя станков с ЧПУ и материальные потери.
ПРОЕКТИРОВАНИЕ МОДЕЛЬНОЙ ОСНАСТКИ
Выплавляемые модели изготовляют в специальных пресс-формах, чаще всего состоящих из двух частей – матриц с вертикальным или горизонтальным разъемом. Плоскость разъема и число разъемов выбирают из условий быстрого и удобного извлечения моделей.
Проектирование пресс-форм осуществляется для каждой детали отдельно.
Для моделирования оснастки использовалась программа Kompas-3D. По чертежу детали была создана ее трехмерная модель, представленная на рисунке 1.
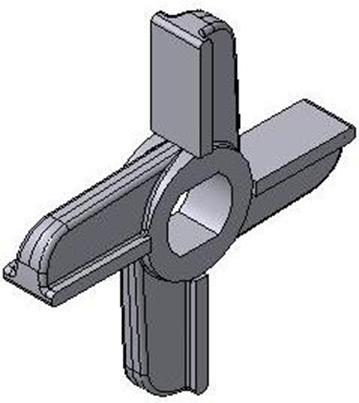
Рисунок 1 – Нож
Так как данная деталь относительно проста и небольшого объема и размера, то применим многоместную пресс-форму.
Если проектируют многоместную пресс-форму, вычерчивают звено моделей. При разработке его чертежа следует учитывать максимальное размещение моделей в одном звене. Чем больше количество мест в пресс-форме, тем выше стоимость этой формы, но ниже стоимость изготовляемых изделий.
Учитывая программу выпуска, небольшую массу и незначительные размеры отливки было установлено, что пресс-форму необходимо проектировать четырехместной.
Модели, изготовленные в многоместных пресс-формах, упрощают сборку их в стояк, образуя своеобразную «елку». Восковые модели желательно ориентировать в стояк таким образом, чтобы они находились относительно друг друга в шахматном порядке, а расстояние между ними было около 10 мм.
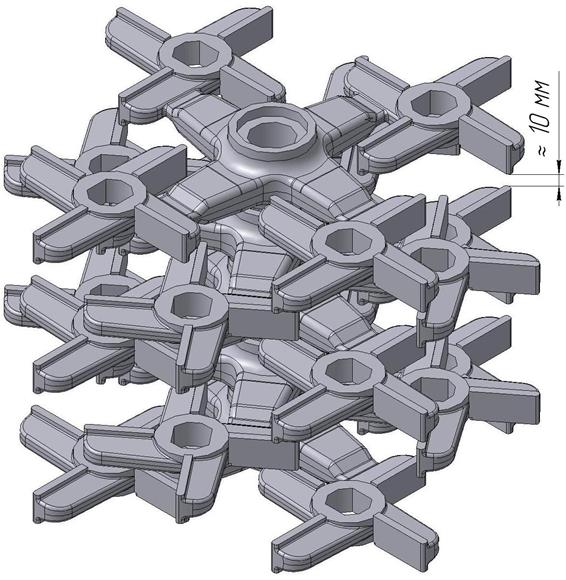
Рисунок 2 – Сборка моделей в стояк
Конструкция пресс-форм должна быть технологичной в изготовлении и отвечать требованиям, вытекающим из условий их работы. Они должны обеспечивать получение качественных моделей и обладать необходимой стойкостью (долговечностью).
Размеры и чистота поверхности рабочей полости пресс-формы должны обеспечивать получение отливок с заданной точностью размеров и шероховатостью поверхности. Отверстия простой конфигурации в модели получают с помощью подвижных и неподвижных металлических стержней. Отверстия и полости сложной конфигурации оформляют керамическими и растворяемыми стержнями.
В процессе изготовления пресс-форм значительное внимание уделяют литниковым системам. Правильное устройство литниковой системы является одним их важнейших условий получения качественной отливки.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.