Федеральное агентство по образованию
Алтайский государственный технологический университет
им. И.И. Ползунова
Бийский технологический институт (филиал)
Лабораторная работа №1
Типовые схемы установки заготовок и опоры станочных приспособлений
Выполнил Цыганков М.А.
Проверил Фирсов А.М.
Бийск 2010
Цель работы: Изучить типовые схемы установки заготовок в приспособления, опоры, используемые при установки, провести анализ погрешностей и подобрать установочные элементы для установки заготовок.
При проведении анализа чертежа было установлено, что на чертеже достаточно размеров, чтобы изготовить данную деталь с необходимыми техническими требованиями.
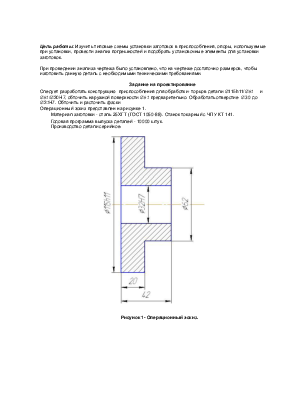
Следует разработать конструкцию приспособления для обработки- торцов детали Æ115h11/Æ62 и Æ62/Æ30H7, обточить наружной поверхности Æ62 предварительно. Обработать отверстие Æ30 до Æ32H7. Обточить и расточить фаски
Операционный эскиз представлен на рисунке 1.
Материал заготовки - сталь 25XГТ (ГОСТ 1050-88). Станок токарный с ЧПУ КТ 141.
Годовая программа выпуска деталей - 10000 штук.
Производство детали серийное.
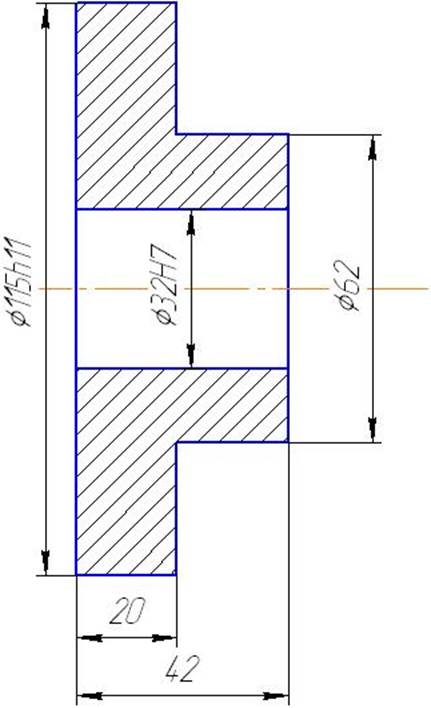
Рисунок 1- Операционный эскиз.
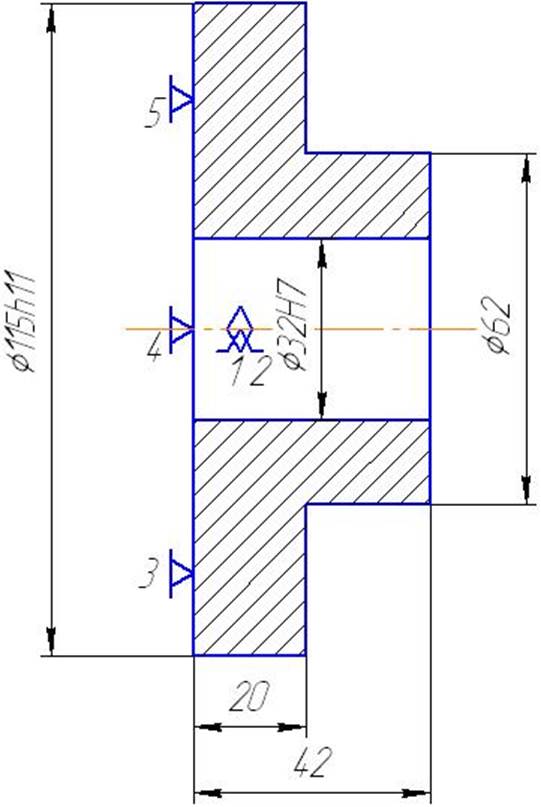
Рисунок 2- Схема базирования
1,2-Двойная опорная база.
3,4,5-Установочная база.
Для реализации данной схемы базирования оптимальным является применение трех кулачкового патрона.
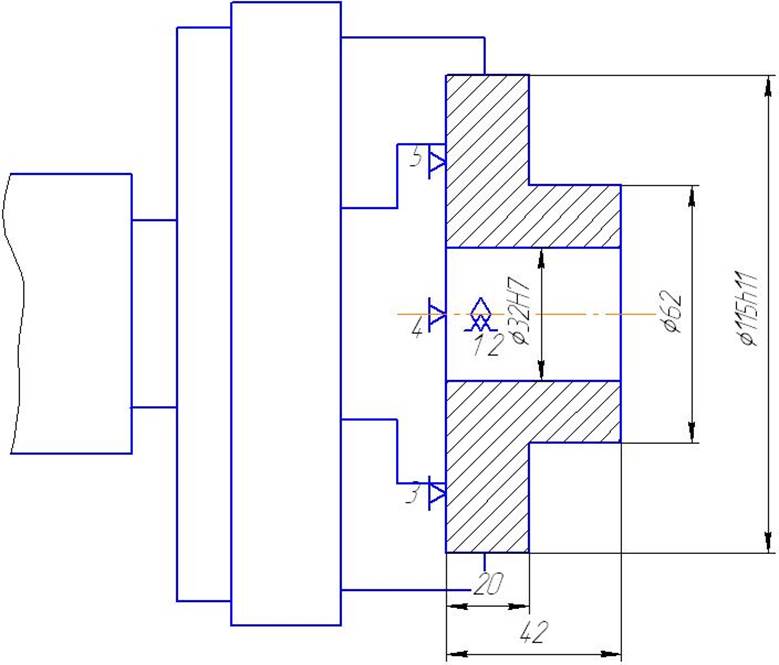
Рисунок 3 –Эскиз заготовки с установочными элементами
Анализ погрешностей.


Справочник технолога машиностроителя Т 1 Косилова А.Г. Мещерякова Р.К. стр41
Определить силу закрепления, которая необходима для предотвращения проворачивания заготовки.
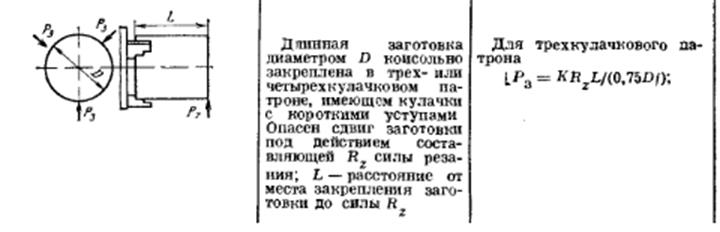
Для этого рассчитаем силу резания:
![]()
Значение
коэффициента ![]() и показателей степени берем из таблицы 17 (Справочник технолога машиностроителя Т 2 Косилова А.Г.
Мещерякова Р.К. стр269)
и показателей степени берем из таблицы 17 (Справочник технолога машиностроителя Т 2 Косилова А.Г.
Мещерякова Р.К. стр269)
![]() , x=0.15, y=0.5, n=0.2.
, x=0.15, y=0.5, n=0.2.
![]() - поправочный коэффициент.
- поправочный коэффициент.
![]() при
при ![]() ,
, ![]() при
при ![]() ,
, ![]() при
при ![]() ,
, ![]() - при радиусе при вершине r=0.5мм.
- при радиусе при вершине r=0.5мм.
![]()
Режимы резания берем из общих рекомендаций таблица 14 и 19 (Справочник технолога машиностроителя Т 2 Косилова А.Г. Мещерякова Р.К. стр. 268, стр271 )
S=0.25 мм/об, t=0.4 мм , ![]()
![]()
![]()
f=0.17 т.к закрепление в трех кулачковом патроне.
![]()
![]() гарантийный коэффициент запаса,
гарантийный коэффициент запаса, ![]() черновое точение
черновое точение
![]() ,
,![]() не
прерывистое точение.
не
прерывистое точение. ![]() - пневмопривод .
- пневмопривод .
![]() .
.
![]()
![]()
Учитывая выбранную принципиальную схему зажимного устройства, по конструктивным соображениям принимаем отношение плеч передаточного механизма 1:2,5 (30:75). Рычаг выбираем угловой двухкулачковый по ГОСТ 12473-67. Тогда усилие, развиваемое силовым узлом Q , будет равно:
Q = принимаем
Q=40кН
принимаем
Q=40кН
Определяем рабочий диаметр пневмоцилиндра D двухстороннего действия:
![]() где
где ![]() - избыточное давление сжатого давления
(0,7-1 МПа).
- избыточное давление сжатого давления
(0,7-1 МПа).
![]() из нормализованного
ряда принимаем D=300мм.
из нормализованного
ряда принимаем D=300мм.
Диаметр штока d=0.15D=0.15*300=45мм
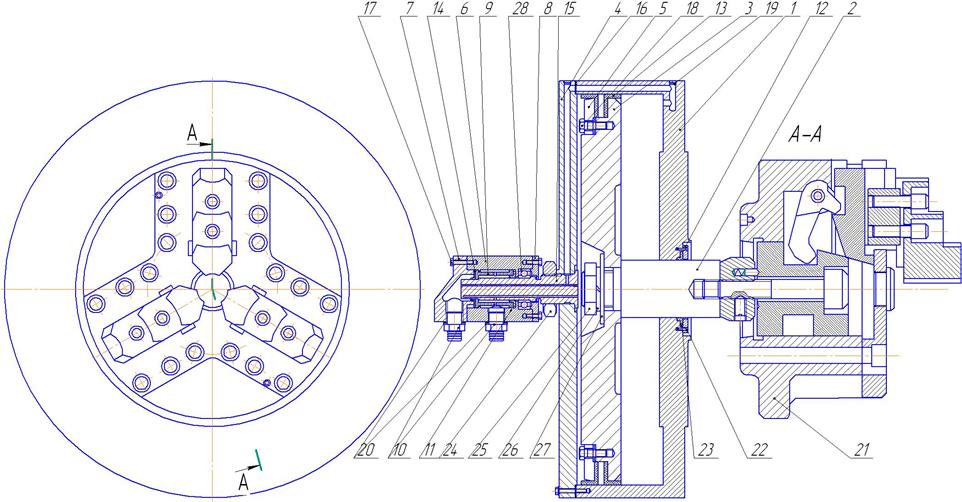
Рисунок 4- Конструкция пневмопривода
Воздух поступает в рабочие полости цилиндра через ниппель 20(левый) по системе каналов в скалке 15, крышке 4, корпуса 1. При этом двигается цилиндр 3 (в лево) который увлекает за собой тягу 2 которая связана с тягой токарного патрона. В результате взаимодействия тяги (токарный патрон) через систему рычагов и толкателей в патроне происходит закрепление детали. Для снятия детали воздух поступает через ниппель 20 (правый) по каналу в скалке, в полость цилиндра. Давление воздуха приводит в движение цилиндра вправо , а результате этого происходит движение механизма описанного выше в противоположном направлении обеспечивающим снятие детали с токарного патрона.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.