Федеральное агентство образования Российской Федерации
Государственного образовательного учреждение
высшего профессионального образования
«Алтайский государственный технический университет
имени Ползунова»
Кафедра МРСиИ
Лабораторная работа №3
«Универсально – сборные приспособления»
Выполнил: студентка группы ТМ-51 Вершинина А.Р.
Проверил: профессор, кт.н. Фирсов А.М.
Бийск 2009
Цель работы: ознакомиться с конструкцией универсально – сборочных приспособлений и изучить их технологические возможности
Следует разработать станочное приспособление для выполнения 40-ой операции ( фрезеровать лыски в размер 170 мм ).
Материал заготовки – чугун СЧ-20 с твердостью 190НВ. Обработка производится на сверлильно-фрезерно-расточном стаке модели 2254ВМФ4. Режущий инструмент - дисковая трехсторонняя фреза со вставными ножами из быстрорежущей стали по ГОСТ 1669-78 для обработки серого чугуна (по рекомендациям из Справочника технолога-машиностроителя под ред. Косиловой) со следующими параметрами: DФ=100 мм, ширина фрезы В=18 мм, d=27 мм, число зубьев 12. Материал режущей части (вставных ножей) Р6М5. Режимы резания: подача sz=0,1 мм/зуб , скорость резания v=19,4 м/мин, сила резания Рz=10 кН. Годовая программа выпуска деталей - 5000 шт.
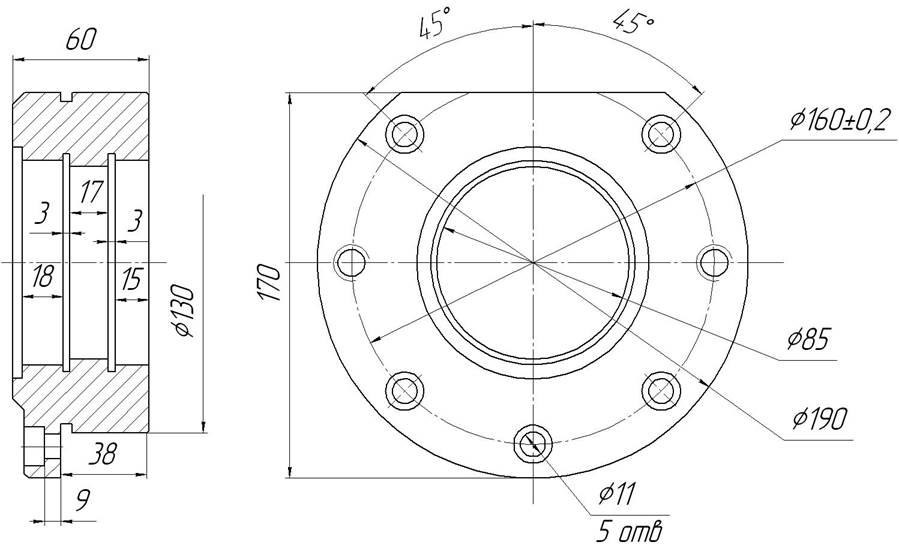
Рисунок 1- Операционный эскиз
Согласно заданию предлагается разработать конструкцию фрезерного приспособления для снятия лыски. Учитывая степень точности получаемой поверхности по ±IT14/2 и требуемую шероховатость обрабатываемой поверхности Ra6,3 с шириной фрезерования В=20 мм и толщиной 60 мм, можно утверждать, что обработку можно выполнить методом фрезерования.
Заготовка имеет удобные базовые поверхности: плоскую поверхность, установка по которой лишает заготовку трех степеней свободы, и отверстия диаметром Æ 11 - установка по ним лишает заготовку еще трех степеней свободы. Такое базирование достаточно для выполнения рассматриваемой операции, то есть обеспечивает выполнение требуемых размеров и взаимного расположения обрабатываемых поверхностей.
Универсально-сборные приспособления (УСП) относятся к числу агрегатируемых приспособлений целевого назначения, собираемых по мере необходимости из заранее изготовленных стандартных деталей и сборочных единиц.
После обработки заданных партий деталей приспособления разбираются, а составляющие их детали и сборочные единицы используются для сборки новых конструкций приспособлений, предназначенных для обработки других деталей.
Базовые детали являются основными элементами, на которые устанавливаются корпусные, установочные, крепежно-прижимиые детали и сборочные единицы при компоновке приспособлений. Выбранная базовая деталь- плита с Т-образными пазами 2-го типа, 3-й серии. Материал плиты Сталь 12ХН3А ГОСТ 4543-71 с твердостью HRC 57-63.
К плите крепится опора, на которую устанавливается заготовка. Специально спроектированная опора выполнена в виде кольца. Для крепления к плите имеет лапы под болты. Материал опоры Сталь 20Х с цементацией рабочих поверхностей на глубину 0,8...1,2мм с последующей закалкой до твердости 56...61.
Установочные детали служат для фиксации корпусных элементов в приспособлениях или для установки обрабатываемых деталей. В качестве установочной детали применяем пальцы: цилиндрический и срезанный. Материал пальцев Сталь У8А ГОСТ 1435-74 с твердостью HRC 55-59.
Прижимные детали служат для закрепления обрабатываемой детали в приспособлении. В качестве прижимной детали применяем прихват передвижной ГОСТ 4735-69 исполнения 1, обозначение исполнения 7011-0552 в количестве 2 шт. Материал прихвата Сталь 20 ГОСТ 1050-74 с твердостью HRC 53-57.
Крепежные детали служат для соединения элементов приспособлений и для закрепления обрабатываемых деталей. В качестве опоры под прихват применяем винт станочный ПО ГОСТ 11738-84 в количестве 2 шт. Для прижима прихватом заготовки применяем болт по ГОСТ 13152-67 под Т-образный паз в количестве 2 шт. Материал крепежных деталей Сталь 40Х ГОСТ 4543-71 с твердостью HRC 40-44.
Допуски и посадки для гладких элементов основных деталей и сборочных единиц УСП (цилиндрических или ограниченных параллельными плоскостями) выполняются по ГОСТ 25347—82.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.