1) Проверка шпоночного соединения на смятие.
Для того, чтобы шпонка не разрушилась, необходимо выполнение следующего условия:
![]() , (18)
, (18)
где ![]() – действующее напряжение смятия,
МПа.
– действующее напряжение смятия,
МПа.
Формула для расчёта действующего напряжения смятия выглядит следующим образом:
![]() , (19)
, (19)
Таким образом, условие на смятие выглядит следующим образом:
![]() , (20)
, (20)
![]() МПа <
МПа < ![]() МПа. (21)
МПа. (21)
Условие прочности шпонки на смятие выполняется.
2) Проверка шпоночного соединения на срез.
Условие прочности на срез:
![]() , (22)
, (22)
где ![]() – действующее напряжение среза, МПа.
– действующее напряжение среза, МПа.
Действующее напряжение среза определяется по формуле:
![]() , (23)
, (23)
![]() . (24)
. (24)
Условие прочности шпонки на срез выполняется.
Формулы для расчёта были взяты из справочника конструктора–машиностроителя [4] и «Детали машин» [5].
5.4. Определение соотношений параметров окраски
Каретка, оснащённая покрасочным модулем, передвигается по трубе со скоростью V. Поскольку данный параметр регулируется при помощи блока управления, то можно регулировать и толщину наносимого слоя краски. На рис. 5.2 представлена условная схема окраски трубы с помощью модуля.
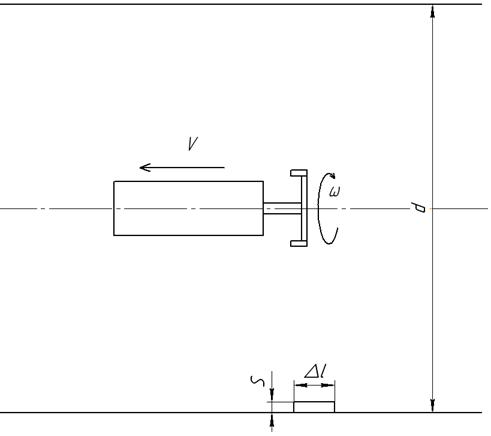
Рис.5.2. Схема окраски трубы
Используемые параметры:
S – толщина нанесённого слоя краски;
d – диаметр трубы;
q – расход краски;
V – скорость перемещения модуля в трубе;
l – длина трубы;
∆l – окрашенный участок трубы.
Для выбора оптимального красконагнетательного бака необходимо рассчитать количество краски, используемой для покраски одной трубы с наибольшим диаметром.
Для расчёта принимаются следующие данные:
S = 0,1 мм;
d = 0.9 м;
l = 15 м.
V = 4 м/мин.
Для расчёта был взят максимальный диаметр трубы, чтобы определить максимальный расход краски на одну трубу.
Таким образом, расход краски определяется по формуле:
![]() (25)
(25)
Считая, что скорость перемещения модуля можно выразить, как:
![]() (26)
(26)
Формулу (25) можно преобразовать:
![]() (27)
(27)
Данная формула позволяет определить связь между скоростью и расходом краски.
Также при помощи данной формулы можно рассчитать количество краски, необходимой для окрашивания одной трубы:
![]() (28)
(28)
![]() (29)
(29)
где ![]() – количество краски, необходимой для
окрашивания наибольшей трубы.
– количество краски, необходимой для
окрашивания наибольшей трубы.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.