Для обеспечения надежности гребных валов и сохранения их расчетной прочности необходимо, чтобы вал ни в одной точке не соприкасался с водой, т. е. должна быть исключена коррозия.
Трещины и поломки чаще всего наблюдаются в сечении, близком к большому диаметру конуса вала для насадки гребного винта, между обращенными друг к другу торцами ступицы винта и кормовой рубашки гребного вала. Кроме того, трещины бывают в углах шпоночных пазов, под рубашками, ступицей винта и под межоблицовочной изоляцией.
Характер излома поврежденных валов подтверждает наличие усталостного разрушения материала. В основном усталостного происхождения являются и трещины в валах.
Крутильные колебания, возникающие в валах валопровода под действием периодически изменяющегося момента, вызывают их повреждения вначале в виде трещин, которые при развитии приводят к поломке вала. Трещины начинаются на поверхности под углом 45° к оси вала.
3. Технологический процесс ремонта
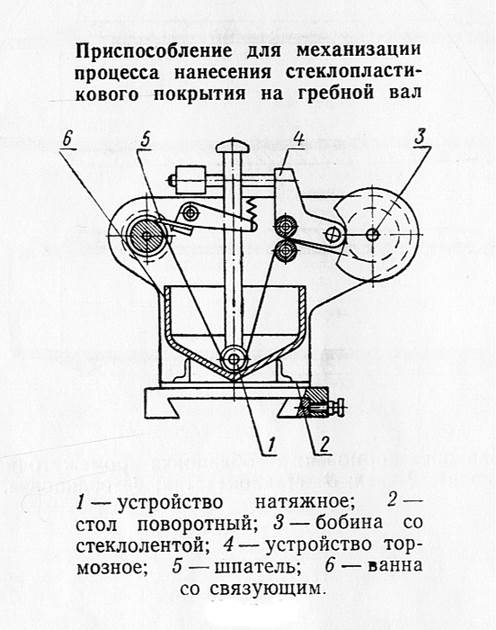
Механизированный метод нанесения покрытия заключается в предварительной пропитке эпоксидным связующим стеклоленты в пропиточной ванне механизированной установки и укладке пропитанной стеклоленты на вал с помощью специального приспособления.
Нанесение покрытия следует производить в такой последовательности:
- подготовка поверхности вала;
- подготовка основных материалов;
- нанесение грунтовочного слоя;
- нанесение покрытия из стеклопластика;
- нанесение поверхностного защитного слоя связующего;
- отверждение покрытия.
Вал установить в центрах токарного станка или уложить на роликовые опоры.
Поверхность вала между бронзовыми облицовками, выточки бронзовых облицовок или поверхность под козырьками бронзовых облицовок очистить от грязи, масляных и жирных пятен.
Очищенная поверхность должна быть тщательно обезжирена при помощи бязевого тампона, смоченного в бензине «Галоша» или уайт-спирите, протерта чистой бязевой салфеткой и высушена в течение 15—20 мин.
Разрыв между операциями обезжиривания поверхности и нанесением покрытия из стеклопластика должен быть сведен до минимума и не должен превышать 1 ч.
Подготовку поверхности валов, бывших в эксплуатации, при полной замене старого покрытия, следует производить в следующем порядке:
- полностью удалить старое поврежденное покрытие стеклопластика путем снятия его на токарном станке или с помощью шлифовальных машинок;
- очистить поверхность вала от следов коррозии путем проточки вала до размеров, согласованных с проектантом или заказчиком;
- проконтролировать подготовленную поверхность вала на наличие трещин методами ультразвуковой или магнитной дефектоскопии;
- обезжирить, протереть, высушить поверхность вала.
Подготовленную поверхность вала следует прогреть до температуры 30 - 45°С. Подогрев вала следует осуществлять с помощью электронагревательной рубашки, инфракрасных излучателей типа ТЭН, электроламп с рефлекторами, переносных калориферов или другими электронагревательными элементами без контакта их с телом вала. Полые валы допускается прогревать паром при условии достижения поверхностью вала требуемой температуры. Для обеспечения равномерного нагрева вал рекомендуется вращать. Категорически запрещается нагрев поверхности вала открытым пламенем.
Перед началом работы следует подсчитать количество эпоксидного связующего и количество метров стеклоармирующего материала, необходимых для нанесения покрытия. Пример расчета дан в прил. 5, справочном.
Необходимое количество стеклоармирующего материала должно быть извлечено из заводской упаковки только перед началом работы.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.