Два параметра управления - натяжения Sнб и Sсб - используют для регулирования натяжения в конструкции следующего АНУ, с уравнительным механизмом, разработанным Донгипроуглемашем и примененного для шахтных конвейеров 1Л100, 2Л80 и других (рис. 5.4, б)
Работа устройства, основанная на сравнений усилий Sнб и Sсб, в заключается в следующем: с помощью лебедки 9 производятся предварительное натяжение ленты. При запуски или загрузки конвейера натяжение Sнб возрастает принятое отношение Sнб/Sст нарушается, в результате подвижная каретка с отключающим барабаном 2 движется в сторону приводного барабана 1, увлекая за собой контакт 3, и вращает его с помощью барабана 4 через зубчатую передачу 10 и барабан 5 уравнительного механизма. Вращение барабанов происходит до тех пор, пока не устанавливается принятое значения отношение Sнб/Sст. При разгрузки конвейера или уменьшении разгрузки барабаны уравнительного механизма аналогичным образом вращаться в обратную сторону. Натяжение ленты происходит вследствие разницы величины ходов подвижной каретки с отклоняющим барабаном и натяжной каретки с натяжным барабаном, причем ход натяжного барабана больше хода отклоняющего барабана в iy раз.
Допустимая погрешность АНУ в установившемся режиме конвейера в основном зависит от величины тягового фактора пределов запас тяговой способности привода конвейера, она может быть принята не выше 3,5% при двухбарабанном приводе с жесткой кинематике связью между барабанами, 6% приоднобарабанном приводе и 10% при двухбарабанном приводе с дифференциалом или раздельном приводе каждого барабана.
В типажных конвейерах в зависимости от места установки конвейера, типа ленты, мощность привода (длина конвейера) применят различные
типы натяжных устройств: неавтоматические - на уклонных конвейерах 1Л100К, 1Л100, 1Л120,2ЛУ120 (рис. 5,5); последние оснащены резинотросовой лентой, и автоматические (стабилизующие) устройства, например в конвейерах моделей 1Л80, 2Л80, 1Л100, 2Л100,1ЛБ80,1ЛБ100,
оснащенных главным образом синтетической лентой, характеризующиеся большой вытяжкой (3-3,5%).
Рис.5.5. Неавтоматические ( жёсткие ) натяжные устройства:
а - конвейера 1Л100К; б - конвейеров 2ЛУ120; 1 - рама натяжной тележки; 2 - тележка натяжная; 3 - натяжное устройство; 4 - отклоняющий барабан; 5 - конечный выключатель; 6 - ручная лебёдка; 7 - динамометр.
Автоматические устройства (АНУ) располагаются в головной части конвейера, непосредственно за приводным барабаном.
В полустационаром конвейере 1Л80, ход натяжного устройства которого составляет 7 м. и изменение натяжения при рабочей и холостой нагрузках колеблется в небольших приделах (500-732 кгс.), примерно АНУ (рис. 5.6, а), расположенное непосредственно за приводом и предназначенное для автоматического натяжения ленты и поддержания ею в заданных прицелах в период пуска и вовремя нормальной работы конвейера, т.е. без учета режима работы конвейера. Натяжная секция состоит из двух барабанов: один закреплен неподвижно, а другой перемещается по тележке по направляющим секции. Сбегающая с приводного барабана нижняя ветвь ленты охватывает барабаны натяжного устройства по S-образной схеме. В результате перемещения тележки с барабаном осуществляется натяжение ленты. В цепь управления электропривода автоматической лебедки включены реле давления с гидродатчиком, которые включают электродвигатель, когда натяжение в ленте снижается ниже минимального предела, и выключают электродвигатель лебедки при натяжении, достигающем максимальной величины, поддерживая таким образом близкое и постоянному натяжение ленты.
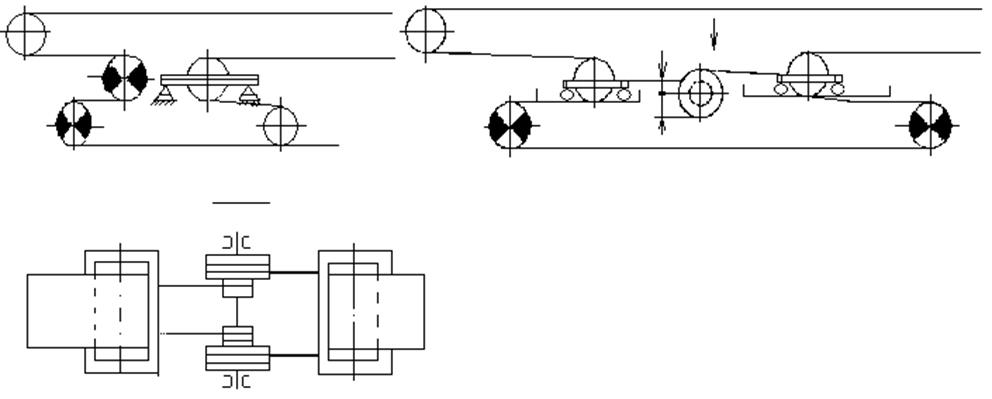
Рис.5.6. Схемы автоматических натяжных устройств конвейеров:
а - 1Л80; б - 2Л80; Б1 - Б2 - приводные барабаны.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.