где Qт – теоретическая возможная производительность комбайна, т/ч;
Nуст – устойчивая мощность электродвигателей комбайна, кВт;
Hw - удельные энергозатраты на выемку полезного ископаемого, кВт×ч/т.
Для двигателей серии ЭДКО значения ![]() , кВт,
, кВт,
где Nдлит=290 кВт – суммарная длительная мощность электродвигателей комбайна.
![]() кВт.
кВт.
Удельные энергозатраты завися от сопротивляемости угля резанию. Принимаем Hw=0,8 кВт×ч/т при Aр=200 Н/мм.
 т/мин
т/мин
Скорость подачи очистного комбайна должна быть согласована со скоростью крепления забоя.
Vпт ≤ Vкр (1.6)
где Vпт – теоретическая возможная скорость подачи комбайна, м/мин;
Vкр – скорость крепления забоя, м/мин.
Сначала определяется теоретически возможная скорость подачи комбайна:
 , м/мин
(1.7)
, м/мин
(1.7)
где Qт – теоретическая производительность комбайна, т/ч;
В – ширина захвата, м;
m–вынимаемая мощность пласта, м;
gц=1,35 т/м3 – плотность угля в целике;
 , м/мин
, м/мин
Скорость крепления очистного забоя определяется из выражения:
 ,
м/мин (1.8)
,
м/мин (1.8)
где Vкр – скорость крепления забоя, м/мин;
Vкр.в = 3 м2/мин – скорость крепления выработки.
 м/мин
м/мин
Условие (1.6) выполняется 2,47 ≤ 4,76 м/мин, следовательно крепление выработки за проходом комбайна буде осуществляться вовремя.
Проверка производительности забойного конвейера производится по формуле
Qк ≥ (1.2-1.3)Qт, (1.9)
где Qк – производительность забойного конвейера по его технической характеристике (для СП301 Qк = 16,5 т/мин);
Qт – теоретическая производительность комбайна, т/мин.
16,5 ≥ 1,25·4,83 = 6,04
Условие выполняется, следовательно, конвейер выбран правильно.
Организация работ на участке зависит от принятой нагрузки на лаву, которую определяют в первую очередь исходя из мощности пласта, длины лавы, пропускной способности транспорта и других горнотехнических факторов.
Расчёт количества циклов в смену и сменной добычи очистного забоя выполняется по методике представленной в литературе [4].
Выемка угля происходит по челноковой схеме.
![]() (1.10)
(1.10)
где m=2,3 м – средняя вынимаемая мощность пласта;
В – ширина захвата (см. п. 1.3.1.2);
Lоз – длина очистного забоя (см. п. 1.1), м;
gц=1,35 т/м3 – плотность угля в целике;
N – число циклов, которое может совершить комбайн;
Асм – сменная добыча, т.
![]()
 ( 1.11)
( 1.11)
где Tсм=6 ч – время смены;
Км – коэффициент машинного времени;
vмах – скорость подачи комбайна при резании, которая зависит от сопротивления пласта резанию в неотжатой зоне, м/мин;
tпз=10 мин – время на совершение подготовительно-заключительных операций (при челноковой схеме).
Скорости подачи комбайна определяется по формуле представленной в литературе [2, стр. 221].
 , м/мин
(1.12)
, м/мин
(1.12)
![]() где
Hw – удельные энергозатраты на выемку
полезного ископаемого (Hw=0,8 кВт×ч/т при Aр=200
Н/мм) [1, стр.290];
где
Hw – удельные энергозатраты на выемку
полезного ископаемого (Hw=0,8 кВт×ч/т при Aр=200
Н/мм) [1, стр.290];
Nуст – устойчивая мощность электродвигателей типа ЭДКО [2, стр. 221]:
![]() , кВт
(1.13)
, кВт
(1.13)
где Nдлит=290 кВт – суммарная длительная мощность электродвигателей комбайна.
![]() кВт.
кВт.
 м/мин
м/мин
Для определения числа циклов принимаем Км=0,41.
Количество циклов (N) принимаем 2 и выполняем пересчет для уточнения коэффициента машинного времени.
 (1.14)
(1.14)
![]() .
.
Принимаем: Км=0,41; Асм=469,17 т; N=2.
По результатам расчёта строится планограмма организации работы (рисунок 1.2). Для успешной эксплуатации комплекса наиболее целесообразен режим работы лавы в три добычных и одну ремонтно-подготовительную смену.
Рисунок 1.2. Планограмма работ в очистном забое
График выходов рабочих представлен на рисунке 1.3.
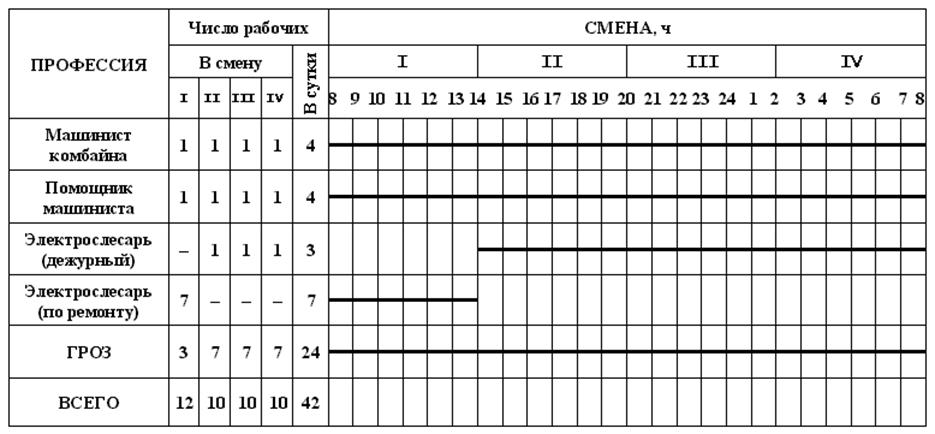
Рисунок 1.3. График выходов рабочих
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.