Данная конструкция клапана МК97К.11.01.110А полностью отвечает приведенным выше условиям, что дает право назвать её технологичной, а также позволяет широко применять средства автоматизации и механизации сборочных работ и прогрессивные способы организации сборки.
Годовая программа выпуска клапана МК97К.11.01.110А в 5000шт. предусматривает серийный тип производства. Намеченный годовой выпуск и тип производства предопределяют степень дифференциации технологического процесса сборки по операциям. В серийном производстве при большом годовом выпуске изделий технологический процесс в большинстве случаев целесообразно расчленять и подробно детализировать. Это говорит о принципе концентрации процесса сборки, то есть объединение ряда мелких элементов процесса для их комплексного выполнения. Это дает возможность, в определенных условиях, сокращения цикла сборки, уменьшение протяженности сборочных линий, снижение потребности в производственных площадях и улучшении других технико-экономических показателей сборочного производства.
Концентрация технологического процесса сборки клапана МК97К.11.01.110А предусматривает применение модульной технологии (сборочный модуль) с использованием средств малой механизации (гайковерт с ударно-импульсной муфтой), что несомненно снижает трудоспособность сборки и сокращает длительность всего процесса.
Научной основой технологической и организационной устойчивости серийного производства является модульная технология. Концепции формирования модулей и комплексов предполагают наличие типовых тождественных совокупностей конструктивно и технологически удобных предметов производства и предусматривают создание или выбор соответствующего специального технологического оборудования. Наряду с совмещением операций, модульная технология предусматривает резервирование технологических возможностей модуля с целью обеспечения производства модернизируемых и вновь создаваемых элементов горной техники. В качестве специального технологического оборудования сборки клапана используется сборочный поворотный стол, являющейся основой модуля для сборки сборочных единиц горных машин с числом деталей до 15, с габаритными размерами до 150мм: ролики, муфты, фильтры, гидрораспределители и т.д. Сборочный стол работает следующем образом. В каждую секцию, образованную съемными перегородками, поворотным диском 6, втулкой и обечайкой 19, укладывают партию деталей одного наименования, вместимость секций зависит от числа наименований и габаритных размеров деталей сборочной единицы.
Регулирующими элементами является число и высота съемных перегородок.
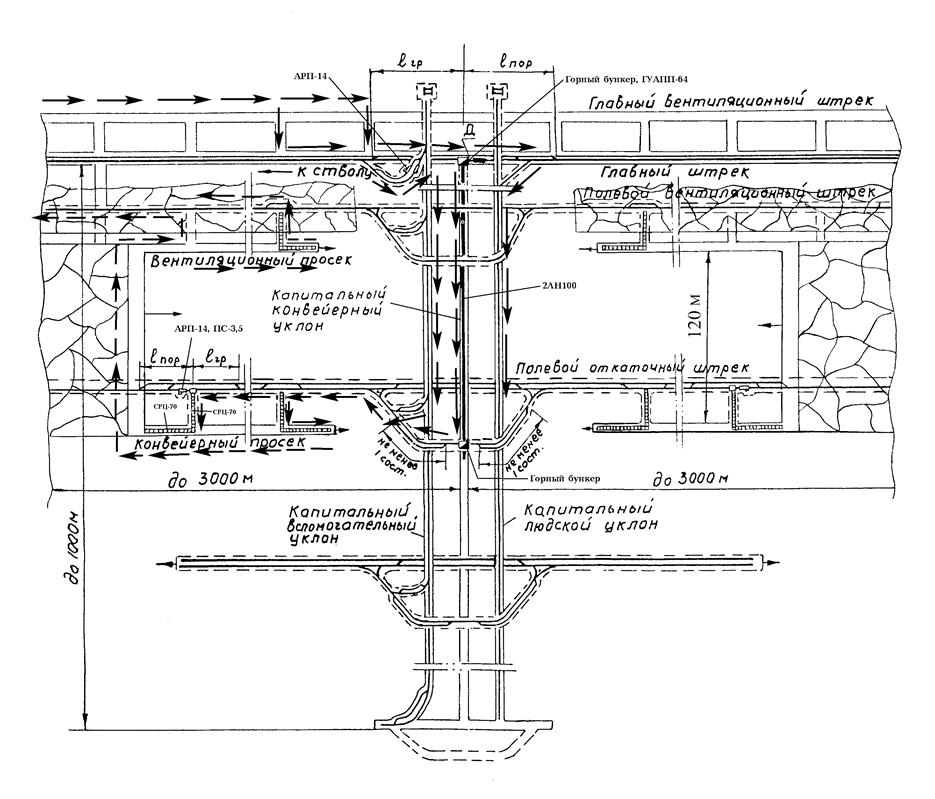
Рисунок 1.1. Схема транспорта и вентиляции уклонного поля
При выборе механизированной крепи следует в первую очередь оценивать её соответствие основным горно-геологическим факторам: мощности и углу падения пласта, его газоносности и геологическим нарушениям, физико-механическим свойствам боковых пород и горному давлению.
Учитывая вышеперечисленные условия, выбираем механизированную крепь М-130 (поддерживающе-оградительного типа). Эта механизированная крепь предназначена для механизации работ в очистных угольных забоях на пластах с неустойчивой непосредственной кровлей и средней по нагрузочным свойствам основной кровлей.
Типоразмер механизированной крепи определяется следующим образом [1, стр.226]:
![]() (1.1)
(1.1)
![]() (1.2)
(1.2)
где Hmin и Hmax – необходимая минимальная и максимальная конструктивная высота крепи, м;
mmin и mmax – минимальная и максимальная мощность пласта, м;
a – коэффициент сближения боковых пород, составляющий для условий Кузнецкого и аналогичных ему бассейна 0,05 1/м;
lз=4,63 м – наибольшее расстояние от забоя до задней стойки, м;
q – запас раздвижности гидростоек на разгрузку, который для пластов мощностью более 1 м должен быть не менее 0,05 м;
lп=4 м – наименьшее расстояние от забоя до передней стойки, м.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.