Заплату накладывают в центр ремонтируемого места и прикатывают от центра к краям узким роликом или простукивают молотком для удаления оставшегося воздуха.
При ремонте методом горячей вулканизации повреждений обкладок процесс вулканизации следует осуществлять при давлении не менее 1,0 МПа по режиму, приведенному в табл. 6.3
|
Таблица 6.3 Продолжительность вулканизации |
||
|
Толщина заплаты, мм |
Продолжительность вулканизации, мин, при температуре, °С |
|
|
150+2 |
140+2 |
|
|
2 - 4 5 - 6 |
15 20 |
25 30 |
В случае отслоения обкладки от тросовой основы с целью удобства и во избежание преждевременного слипания при ремонте расслоенных участков между ними временно устанавливают деревянные распорки (рис.6.8).
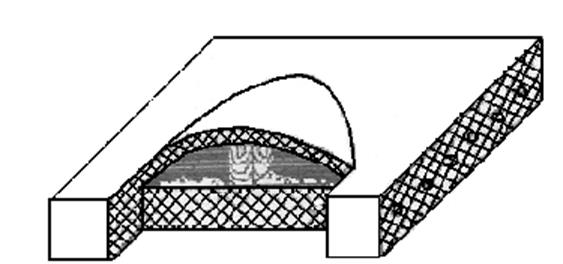
Рис.6.8.Схема ремонта ленты с отслоившейся обкладкой
Ремонт лент методом холодной вулканизации исключает прессовое оборудование, пережег ленты в повреждённых местах, отличается простотой и меньшей трудоемкостью. Данным методом можно ремонтировать вес основные повреждения лент за исключением каркаса резинотросовых лент, ремонт которого необходимо производить только способом горячей вулканизации. Перед ремонтом повреждённое место очищают от грязи и пыли, промывают и тщательно просушивают. Дальнейшие операции по обработке поврежденного места ленты аналогичны тем, которые применяются при методе горячей вулканизации.
6.5.6. Ремонт конвейерных лент пастой Герметик 14-Д-1Р
Герметик 14-Д-1Р рекомендуется для ремонта дефектов изготовления и местных разрушений конвейерных лент, появившихся в процессе их эксплуатации: пузырей, расслоений, пробоев, срывов обкладок, прожогов, царапин и др.
При ремонте пузыря, срыва обкладки, сквозного пробоя очищают от грязи и пыли резиновую обкладку (и сердечник), срезают до границы дефектного участка с образованием фасок, шлифуют и протирают чистой ветошью, смоченной в бензине. Шлифовке и обезжириванию бензином подвергают также участок резиновой обкладки по всему периметру дефектного участка на ширину 20-40 мм. Время ушки поверхности после
обезжиривания 3-5 мин. Подготовленный герметик наносят при помощи шпателя на поверхность дефектного участка и размазывают его ровным слоем толщиной, равной толщине обкладочной резины края обкладки по периметру дефектного участка также покрывают слоем герметика, сводя его на «ус».
Ремонт расслоения бортов и сердечника проводится в такой же последовательности. На подготовленную нижнюю поверхность расслоенного участка шпателем наносят герметик, размазывают ровным слоем толщиной 1-2 мм, затем прикалывают верхнюю часть ленты и снимают шпателем избыток герметика.
Ремонт прожогов, продольных прорезов сводится к образованию фасок шириной 50-100 мм с каждой стороны, шлифовке и промазке бензином или растворителем, промазке слоем пасты толщиной 2-3 мм, наложению сетчатой ткани и наложению второго слоя пасты поверх ткани.
Литература
1. Русихин В.Н. Эксплуатация и ремонт механического оборудования карьеров. М.: Недра, 1982 - 214 с.
2. Остапенко В.И. Попов В.И. Капитальный ремонт горно - шахтного оборудования. М.: Недра, 1986 - 240 с.
3. Солод Г.И. Морозов В.И. Технология машиностроения и ремонт горных машин. М.: Недра, 1988 - 421 с.
4. Трегубов М.Н. Акателов Б.А. ремонт горных машин. М.: Недра 1986.
5. Богомолов И.Д. Катанов Б.А. Курсовое и дипломное проектирование. Кемерово, 1982 - 92 с.
6. Замышляев В.Ф. Русихин В.НИ. Шешко Е.Е. Эксплуатация и ремонт карьерного оборудования. М.: Недра, 1991 - 285 с.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.